1446. Чертеж и описание станка для изготовления воблеров.
Чертеж и описание самодельного станка для изготовления воблеров.

по изготовлению и сборке.
Чертежи, эскизы и Инструкцию составил Сергей Ронжин .
Инструменты и комплектующие.
1.Подшипник шариковый №200 (размер 10х30х9мм.) – 5 шт.
2.Дисковая пила: 22х125х2 (или аналог) – 1 шт.
3. Маленькая болгарка
4. Гайки М10х1 под ключ на 17 – 20 шт.
5. Болты М4 разных длин, гайки М4
6. Сверла диаметрами: 4 мм, 4,5мм, 10,1мм и др.
7. Сверло перьевое на диаметр 30мм.
8. Винты-саморезы разных длин диаметром 5 мм.
9. Уголок 20х20х4 мм. сталь.
10. Круг (пруток) стальной (но не проволока, Сталь10 или аналог) диаметром 10мм.
11. Полоска 20х3 или 20х4мм.
12. Уголок дюрал. 10х10х1,5мм.
13. Шестигранник на 17.
14. Круг диаметром 13мм. ( можно использовать любой металл соответствующего диаметра для изготовления деталей)
15. Круг стальной (латунь, бронза) диаметром 5 мм.
16. Велосипедные спицы для штифтов.
17. Резина средней твердости для фрикционных прокладок.
18. Самозажимной патрон для дрели (в расчете принят с внутренней глубиной погружения оси
равной 35мм. и максимального диаметра не менее 10мм)
Изготовление боковых стенок и средней опоры.
Шаг 1.
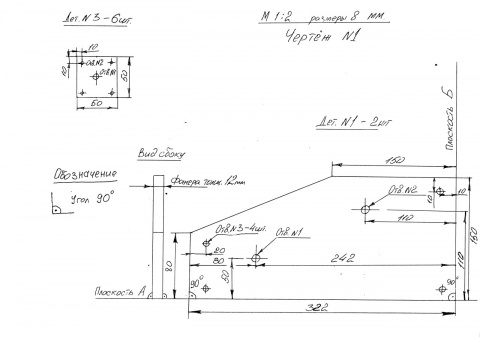
Изготовление Дет. №1 – боковые стенки.
Количество – 2 шт.
Материал – фанера толщиной 12 мм. (Примечание: тоньше фанеру брать не рекомендую;
если будет толще, то необходимо ввести корректировки по размерам в соответствующие детали).
Особое внимание необходимо уделить соблюдение прямых углов 90 град. по плоскостям А и Б
После выпиливания двух Дет. №1 их накладывают друг на друга и выравнивают по плоскостям А и Б, скрепляют двумя струбцинами. Для этого лучше использовать уголок в качестве упора. Далее на верхней детали размечают отверстия Отв.№3 – 4 шт., накернивают (в дальнейшем после разметки все места под сверление накернить ОБЯЗАТЕЛЬНО на любых деталях) и просверливают сверлом диаметром 4мм.
Шаг 2.
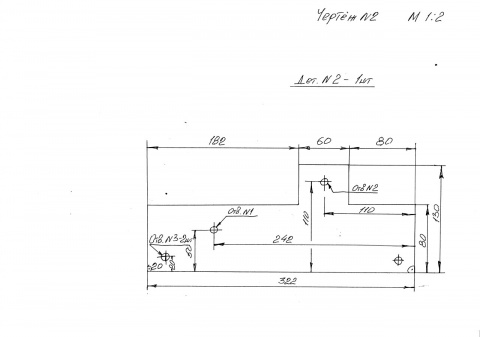
Изготовление Дет.№2 – средняя опора.
Количество – 1 шт.
Материал – фанера толщиной 12 мм.
Особое внимание необходимо уделить соблюдение прямых углов 90 град. по плоскостям А и Б
После выпиливания на Дет.№2 накладывают Дет.№1, выравнивают их по плоскостям А и Б, скрепляют двумя струбцинами, просверливают Отв.№3 – 2шт.
Шаг 3.
По Отв. №3 с помощью болтов и гаек М4 скрепляют Дет.№1 + Дет.№2 + Дет.№1. На верхней Дет.№1 размечают Отв.№1 и Отв.№2 и просверливают сверлом диаметром 4мм.
Шаг 4.
Изготовление Дет.№3 – крышка подшипника.
Количество – 6 шт.
Материал – металл (сталь, дюраль, латунь) толщиной 1-1,5мм.
Размечают Отв.№1 и 4 Отв.№2, просверливают сверлом диаметром 4мм.
Шаг 5.
На Дет.№1 на Отв.№1 и Отв.№2, поочередно, накладывают Дет.№3, центруют по Отв.№1, вставляют в сцентрованные отверстия болт М4, и через Отв.№2 Дет.№3 сверлом диаметром 4мм просверливают 4 отверстия вокруг Отв.№1 и Отв.№2 Дет.№1 насквозь через все ТРИ скрепленные детали. Убирают Дет.№3.
Шаг 6.
Собранные вместе детали № 1 и 2 разбирают и болтами соединяют ДВЕ Дет.№1. Берут ПЕРЬЕВОЕ сверло на диаметр 30мм и рассверливают на проход в обеих деталях Отв.№ 1 и 2.
Шаг 7.
В Дет.№2 Перьевым сверлом диаметром 30мм рассверливают Отв.№1 ( не перепутать).
Отв.№2 рассверливают сверлом диаметром 10,1мм (если такого сверла нет, то применяют сверло диаметром 10мм и при сборке круглым напильником в отверстии делают минимальный зазор для
Свободного вращения приводного вала.
Изготовление рамки.
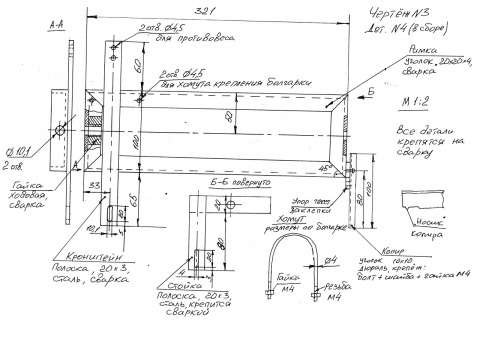
Шаг 1. Нарезают уголок 20х20х4мм. соответствующих длин (см. Чертеж №3 Дет.№4). Распил делают под углом 45 град. Складывают их в прямоугольник на ровной поверхности и соединяют при помощи сварки с соблюдением углов 90 град. и «плоскости» поверхности.
Шаг 2. Размечают по центрам отверстия под приводной вал и сверлят отверстия сверлами 4мм, затем 10,1мм. По размеру болгарки изготавливают хомут. Перед загибом на обеих концах нарезают рему М4. Размечают отверстия под хомут на рамке и сверлят сверлом 4,5мм.
Шаг 3 . Ходовую гайку (Чертеж №4) с одной грани обтачивают, чтобы центр резьбового отверстия гайки и центр отверстия на рамке совпадали ПОЛНОСТЬЮ. Вставляют в рамку ходовой вал, надев на него отрезок любой трубки длиной около 200мм.(для защиты резьбы от попадания сварки). Накручивают обточенную ходовую гайку, выступивший конец вставляют в отверстие рамки, на выступивший конец накручивают гайку под ключ №17 с резьбой М10х1 и стягивают гайку и ходовую гайку, зажимая уголок рамки (для центровки). Далее приваривают ходовую гайку к рамке
( массовый провод присоединять к рамке, а не к ходовому валу), дают остыть, расконтряют гаку, скручивают и выкручивают ходовой вал из ходовой гайки. Вал должен ЛЕГКО вращаться в ходовой гайке и в отверстии диаметром 10,1мм. Если будут затирания из-за «увода», то отверстие надо НЕ ЗНАЧИТЕЛЬНО расширить.
Шаг 4. Выпиливают из полоски 20х3 кронштейн крепления болгарки, сверлят соответствующие отверстия и по установочному размеру 33мм. и 65мм.приваривают его к рамке.
Шаг 5. Выпиливают стойку, сверлят отверстие, приваривают к рамке.
Шаг 6. Выпиливают копир из дурал. Уголка 10х10х1,5. Размечают и сверлят отверстие для крепления диаметром 4мм. Крепят болтом с гайкой М4 копир к стойке с соблюдением прямого угла между копиром и стойкой. На примыкающей стороне копира острой чертилкой отмечают край стойки.
Снимают копир и по линии (приклепывают, присоединяют, приклеивают) текстолитовую пластинку 10х20х3мм, которая играет роль УПОРА и будет предотвращать вертикальное перемещение кончика копира.
Изготовление деталей.
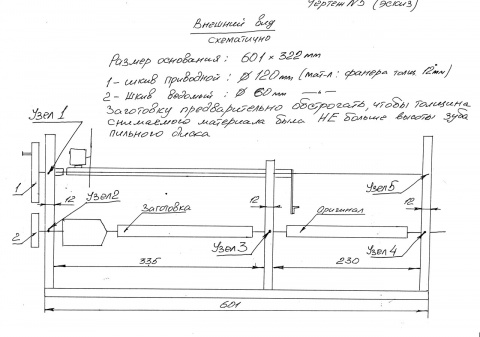
1. Выпиливают основание станка из фанеры толщ.12мм. (Чертеж №5). Размечают на нем места расположения боковых стенок и средней опоры. Просверливают в основании сверлом 2мм. отверстия в основании и нижней части стенок и опоры. Затем отверстия в опоре рассверливают сверлом диаметром 4мм. под саморезы 5мм. Производят ПОДсборку станка.
2. Выпиливают из фанеры 12мм. шкивы 1 и 2. Передача вращательного момента будет осуществляться с помощь приводного ремня, изготовленного из кольцевого отрезка автокамеры.
На шкиве 1 прикрепляют рукоятку для вращения. Вращение для ПОДАЧИ будет производится: при виде спереди – «от себя»; при виде со стороны шкивов – «против часовой стрелки».
При данных размерах шкивов и шаге резьбы ходового вала 1мм. при ОДНОМ обороте приводного шкива заготовка будет совершать ДВА оборота, а режущий инструмент будет смещаться на 1мм., т.е. на 1 оборот заготовки режущий инструмент сместится на 0,5мм. Если соприкасающаяся с «оригиналом» часть копира будет большой толщины то копирование малорельефных мест будет не эффективно.
Размеры заготовки надо брать с минимальными допусками на обработку, т.к. толщина снимаемого материала зависит от высоты зуба пильного диска. Если толщина будет превышать высоту зуба, то перемещение пильного диска будет затруднено, т.к.он будет упираться в заготовку
поверхностью, где нет плоскости резания.
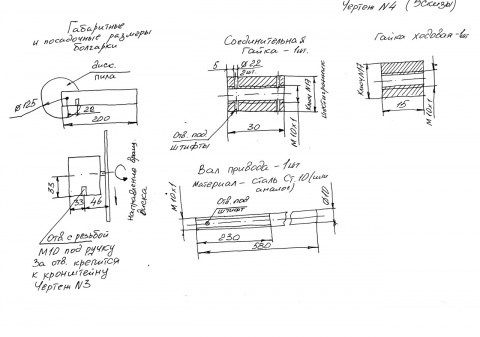
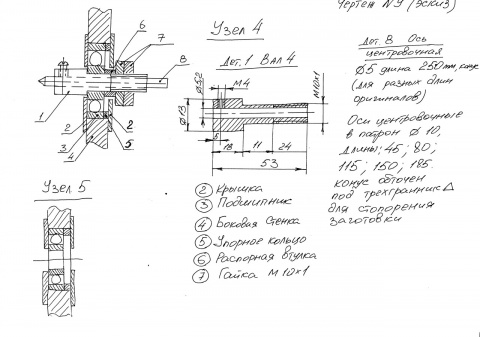
3. Изготавливают детали по Черт. 6,7,8,9. Особое внимание обратить на нарезание резьбы на всех
Валах. Она должна производится на токарных станках, т.к. при нарезке «в ручную» возможен наклон резьбы и, как следствие, биение, заклинивание, вращение по «эллипсу».
СБОРКА .
1. Вкручивают ВАЛ 1 коротким резьбовым концом в соединительную гайку (до упора). С другого конца в гайку вкручивают вал привода. Маркируют места соединения валов и гайки. Сверлят отверстия для штифтов. Разбирают.
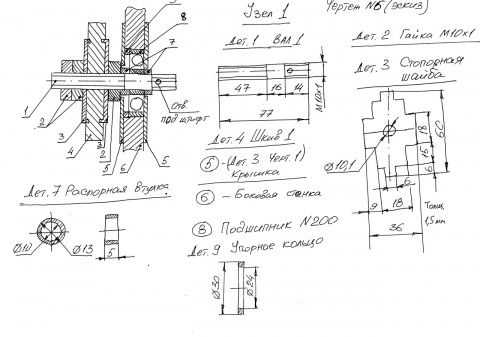
2. В крышках (Черт.1 Дет.3) рассверливают центральное отверстие до диаметра 14мм.
3. Берут левую боковую стенку. Собирают УЗЕЛ 1:
— у стопорных шайб отгибают «усики» шириной 6мм. и в шкиве сверлят под них отверстия для предотвращения проворачивания шкива;
— накручивают на ВАЛ 1 соединительную гайку, вставляют штифт;
— ставят на вал распорную втулку, крышку, напрессовывают подшипник, запрессовывают подшипник в боковую стенку, смазывают подшипник, ставят на вал распорную втулку, упорное кольцо, крышку и при помощи болтов и гаек М4 соединяют крышки и боковую стенку;
— накручивают на вал до упора гайку, отгибают у стопорной шайбы широкие « усики» размером 18 мм., чтобы между ними было расстояние 17мм под гаку, ставят стопорную шайбу тонкими «усиками» к шкиву, совмещают с просверленными в шкиве отверстиями, ставят с другой стороны шкива стопорную шайбу «усиками» в отверстия, закручивают гайку М10 до упора, контрят другой гайкой, на грани отгибают широкие «усики».
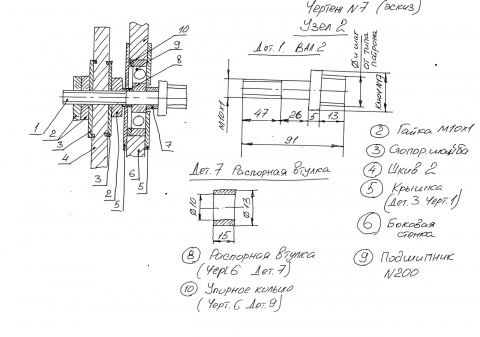
4. Собирают УЗЕЛ 2 аналогично.
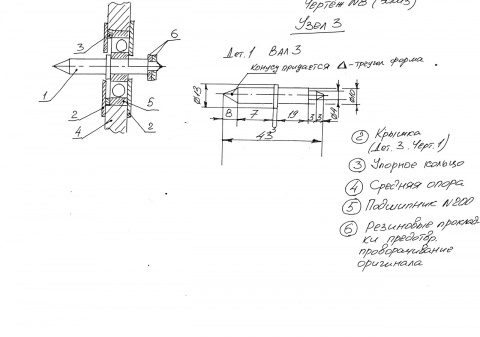
5. Собирают УЗЕЛ 3 на средней опоре.
6. Собирают УЗЕЛ 4 и УЗЕЛ 5 на правой боковой стенке.
7. Вставляют в отверстие РАМКИ вал привода, проводят его через верхнее отверстие диаметром 10,1мм (предварительно смазав его смазкой) средней опоры, вкручивают вал в ходовую гайку РАМКИ, вкручивают вал привода в соединительную гайку до упора, вставляют штифт.
8. Напрессовывают на вал привода подшипник УЗЛА 5. Ставят подсобранный станок на основание и крепят к нему боковые стойки и среднюю опору винтами (шурупами) по заранее просверленным отверстиям.
Между основанием и боковыми стенками (средней опорой) должен быть угол 90 градусов, иначе может заклинивать вал привода при вращении. Если произошло смещение стенок от вертикального положения, то берут уголок 35х35 или 40х40, сверлят отверстия под болты М4 в уголке, размечают отверстия на стенке и основании, сверлят отверстия и соединяют больтами и гайками М4 добиваясь угла в 90 градусов.
Правильность сборки станка определяется плавностью вращения приводного шкива, вала привода, плавное без заеданий перемещение РАМКИ при подаче и реверсе.
9. Надевают на шкивы приводной ремень. Проверяют отсутствие пробуксовывания шкивов.
10. Прикрепляют болгарку но не затягивают крепёж.
НАСТРОЙКА.
1. Подводят диск пилы болгарки к центровочной оси патрона по диаметру 10мм. Устанавливают центр диска пилы по центру оси. Затягивают крепёж болгарки.
2 . Устанавливают на рамку копир.
3. Зуб дисковой пилы ставят на центровочную ось патрона, а копир на диаметр 10мм УЗЛА 3. Отмечают на копире точку соприкосновения с диаметром вала, снимают копир и напильником делают небольшой «носик» (выступ) на копире. Затем устанавливают его на место и затягивают крепления копира.
4. Балансировка. На РАМКЕ предусмотрено место крепления противовесов для балансировки. При балансировке следует прикреплять грузы до тех пор, пока РАМКА не встанет в положение равновесия. После этого следует немного уменьшить груз противовеса. Следует учесть, что вал привода будет вращаться против часовой стрелки (направление от заготовки), что повлечет «опрокидывающий момент» и недостаточное усилие диска пилы на заготовку. Также учитывается то, что вращение диска пилы происходит «на заготовку» и крутящий момент будет прижимать его к заготовке. Окончательная балансировка происходит после пробных проточек путем промера размеров «оригинала» и «изделия» по соответствующим контрольным точкам. Если у «изделия» размеры меньше следует увеличить противовес и наоборот. Всё это делается с учетом точной настройки диска пилы «по зубу» и копира.
Если за счет вибрации не удастся достигнуть удовлетворительных параметров копирования, то следует «усилить копир» сделав его из более толстого материала и приварить растяжку у стойки.
Полная и качественная регулировка происходит в процессе работы изменением установочного размера «зуб дисковой пилы – носик копира» и балансировочный груз.
Процесс изготовления.
Станок рассчитан на размер оригинала: длина до 200мм., высота (ширина) до 80мм.
1.Подбирают заготовку необходимого размера по длине + 20мм. к длине «оригинала, с учетом толщины снимаемого материала не более 5мм. По центрам производится засверливание сверлом
(диаметр ориентировочно 4мм). Подбирается необходимая длина центровочной оси патрона, которая до упора утопляется в патрон. Заготовка вставляется в упор средней опоры и контрится на треугольном профиле оси. Из патрона выдвигается центровочная ось и вдавливается в заготовку для фиксации на треугольном профиле. Патрон затягивается.
2. На «оригинале» сверлом диаметром 0,7-1мм с обеих сторон по центру засверливаются отверстия глубиной 1,5-3мм. «Оригинал» вставляется центровочным отверстием в центровочную ось средней опоры. Фрикционные резиновые прокладки должны выступать за «острие» оси на 3-5мм. С правой стороны он поджимается центровочной осью диаметром 5мм. до прочной фиксации за счет фрикционных резиновых прокладок. Ось стопорится винтом. Переводят станок на начало обработки. Наибольший вертикальный размер заготовки и оригинала должны находиться в одной плоскости.
ВНИМАНИЕ. Со стороны заготовки ОБЯЗАТЕЛЬНО надо сделать съёмный экран из оргстекла толщиной не менее 6мм. для безопасности и прочно его прикрепить к левой боковой стенке и средней опоре.
При использовании материалов упоминание сайта «Рыбалка» fisherman2000.mirtesen.ru обязательно .
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
Идеи бизнеса с нуля
- Главная‹Бизнес идеи‹Производство
- Поиск по сайту
Литьё и продажи силиконовых приманок для рыбалки
waz123m » более года назад
У большинства мужчин в жизни есть своё любимое занятие-хобби. У значительной части мужчин России и СНГ таким хобби является рыбалка. Ещё с ранних лет отцы берут мальчиков на рыбалку и прививают любовь к ловле рыбы. В определенный момент и я стал заядлым рыбаком.
Пройдя определенные стадии развития как рыбака, я пришёл к своему излюбленному методу ловли — спиннингу. Ловле хищной рыбы на неестественные приманки — блесны, воблеры, силиконовые рыбки и т.д.

Опробовав все виды приманок, я пришёл к силиконовым приманкам, ловля на которые называется “джиг”. Как и любой рыболов, я абсолютно и полностью отдавался своему увлечению, не жалея ни времени, ни денег. Однажды я за сезон (с марта по ноябрь) потратил на рыбацкие принадлежности внушительную сумму — 300 $, половина из которых ушла именно на приманки. Не даром говорят, что у женщин ювелирные украшения, а у мужчин — рыбацкие принадлежности. И тогда мне пришла идея, почему бы не заработать на этом.
Изучив вопрос, я решил заняться литьём силиконовых приманок для джига и хочу сейчас поделиться с Вами тонкостями этого бизнеса.
Что нужно для начала работы
Главное, что нужно знать о таком бизнесе, так это то, что больших вложений он не требует. Не нужно брать кредиты, или одалживать деньги. Достаточно Ваших сбережений, что бы начать. Ниже я приведу список того, что нужно для старта, а “усиливать” производство можно уже с чистой прибыли. Я этим занялся недавно и занимаюсь до сих пор, так что цены привожу актуальные на конец 2017 года.
Так что нам нужно, что бы начать?
Силикон . Стоит сразу приобрести 10 л. по оптовой цене. Имеет разные варианты мягкости, что не так важно для нас, как для рыболовов. Идеальным вариантов будет купить две бутылки по 5 л. разной мягкости. Средняя стоимость на рынке за 10л. — 90$.
Такого запаса нам хватит на 2-2.5 тысячи приманок.
Шприц для силикона . Шприц выполнен из фторопласта. Цена зависит от объёма и варьируется примерно от 13$ до 20$.
Формы для литья . Стоит откинуть сразу мысль о том, что бы выполнять их самому из гипса. Каждая популярная в мире силиконовая приманка уже есть в продаже в виде формы для литья, и стоит от 10$ до 20$. Для начала можно взять 5 штук, разных вариантов и размеров.
Ароматизаторы. На съедобный силикон сейчас самый большой спрос, так-что предлагаю лить только его, а для этого нам понадобятся ароматизаторы. Берите ароматизатор краба, креветки, или макрели. Стоимость — 2$ за 25 мл. 100 мл. на первое время хватит.
Разная мелочевка. Силиконовая смазка для форм. Зип-пакеты. Блестки, атрактанты и т.д. Не больше 25$.
Все нужное нам, для литья приманок очень легко найти в интернете, так-что проблем с поиском нужного нам для работы сырья, или инструмента не возникнет.
Как изготовить силиконовые приманки
В интернете очень много информации по литью приманок, но я все-же изложу краткую суть. Силикон плавится в духовке, или микроволновке. Второй вариант предпочтительней, так как силикон потом дольше держится расплавленным. В силикон именно в таком состоянии добавляют ароматизатор, атрактанты, блестки и прочее.
Набираем силикон шприцом и впрыскиваем в нужную нам форму. Формы существуют на одну, или несколько приманок. Я советую стараться брать формы на 2-3 приманки, что существенно сократит время литья нужного нам количества продукции.
После остывания силикона — форма открывается, и готовые приманки достаются.
Если у нас 5 форм, то наполняем все 5 поочередно, что сделает нашу работу очень скоростной и продуктивной. По моему опыту, за час, работая так, можно с форм вылить 50-100 приманок. Работа простая, но с долей творчества.
Спрос и продажи
В среднем у одного спиннингиста всегда есть набор из 50-75 приманок. За одну рыбалку потери составляют около 6-7 штук минимум. Учитывая эту информацию, Вы должны понимать, что спрос на такую продукцию очень высокий.
Одна пачка съедобного силикона на 4-10 штук стоит от 3$ до 17$. В высший ценовой сегмент лезть не стоит, но стоимость от 0.4$ до 1$ за штуку вполне реальна для любого рынка и региона.
Очень важно изучить рынок данных приманок в Вашем городе и выбрать для начала 5 самых популярных форм приманок. Главное знать, что приманки бывают следующих форм:
Виброхвост . Имитация живой рыбки. Имеющий продлинноватую форму и хвост-пятку, который и придает активную игру приманке.
Твистер . Чем-то похож на виброхвост, только имеет длинный закрученный хвостик, который имеет очень активную игру.
Черви, раки и т.д . Имитации всего, что может проживать в воде. На первое время не стоит брать такие формы, так как на них бывает очень трудно найти сбыт.
По-своему опыту могу сказать, что первые формы стоит брать именно виброхвостов и твистеров. Сейчас самыми топовыми вариантами являются Bass Assassin Turbo Shads, Keitech Easy Shiner, Pantoon 21 Awaroona, Relax Twister.
Как найти источники сбыта? Советую, обойти все торговые точки в Вашем городе, торгующие рыбацкими принадлежностями — магазины, рыночные контейнеры и т.д. Хозяева и продавцы небольших торговых “точек” обычно легко соглашаются на сотрудничество. В моем городе, с 12 точек мне отказали только 3. Стоит также попробовать договориться о продажах в соседних городах.
Социальные сети. В каждом городе присутствует группы в соц.сетях состоящие с любителей рыбалки. Заказать рекламу, или подать объявление в такой паблик — приносит отличный спрос на продукцию.
Учитывайте, что на продажи влияет популярность модели и цвет. Оранжевый, красный, черный, машинное масло, зеленый — самые популярные и продаваемые. Не забывайте также о зип-упаковке с красивыми надписями “Съедобный силикон” и т.д. которые существенно увеличивают привлекательность Вашего продукта.
Литье силиконовых приманок — отличный стартап с минимумом вложений
97% любителей спиннинговой ловли — мужчины. И именно они максимально платежеспособны и очень часто не жалеют любых денег на свои увлечения.
Освоить процесс литья приманок из силикона очень легко и при этом он имеет огромный потенциал. Что-бы начать потребуется небольшой стартовый капитал — 200-250$. При этом если закупить всё то, что я указал в списке выше и изготовить 2000-2200 приманок, прибыль может составить от 1000 до 1500$. Отличная окупаемость и минимальный бюджет делают этот вариант бизнеса очень прибыльным.
Если говорить о моём персональном опыте, то стартовый бюджет у меня был 190$ и через один месяц я смог продать половину приманок с прибылью 710$.
Дорогие друзья, в этой статье я максимально подробно описал процесс налаживания данного варианта бизнеса со всеми его плюсами. Искренне советую задуматься, так как считаю что ещё минимум 3 года спрос в данном сегменте будет очень большой и Вы можете получить с этого значительную прибыль.



