- Колеблющаяся блесна-«штамповка» или «литье»?
- Самодельные блесна своим штампом
- Вырубные штампы.
- Изготовление вырубных штампов.
- Типы конструкций вырубных штампов.
- Рабочие элементы вырубных штампов.
- Вырубные штампы.
- Изготовление вырубных штампов.
- Типы конструкций вырубных штампов.
- Рабочие элементы вырубных штампов.
Колеблющаяся блесна-«штамповка» или «литье»?
Уж, казалось бы, сколько копий сломано на теме изготовления всеми известных «колебалок». Сколько умных статей написано о формах и разнообразных изгибах колеблющейся блесны и ее игре в зависимости от формы в разных условиях ловли. Однако никто глубоко еще ни разу не копнул на тему материала и способа изготовления блесны и влияния этого на ее уловистость! Чем дешевая китайская «штамповка» хуже «литых» блесен? Или все-таки лучше? Ну что же давайте попробуем разобраться.
Методы изготовления колеблющихся блесен
В принципе их три: ковка, штамповка и литье. Первый это редкость – в основном им пользуются «самодельщики» для изготовления тяжелых блесен для крупного хищника, второй самый распространенный ввиду массовости и дешевизны и третий дорог, но наиболее точен. Разберем поподробней.
Ковка
Берётся кусок металла (меди, латуни, нержавейки), вырезается форма. Обтачивается на наждаке. Потом при помощи скругленного молотка и наковальни выдалбливается нужная форма приманки 

Плюсы:
+любой человек с руками может при наличии материала и свободного времени сам выковать себе нужную ему блесну.
-затраты на материал (если вы конечно не работаете на заводе или на складе металла)
-не блестящий внешний вид изделия
-трудно сделать точную копию уловистой блесны
В общем из этого понятно, что это непромышленный метод изготовления блесен для любителей порукоблудить долгими зимними вечерами. Я ничего не имею против самодельщиков – иногда у них получаются вещи более уловистые и стильные чем вещи заводского производства. Но моя сегодняшняя статья не про самодельные способы изготовления блесен, а про заводские. Поэтому вернемся к нашей теме.
Собственно, это самый массовый и распространенный способ изготовления колеблющихся блесен.
Для изготовления колеблющейся блесны методом «штамповки» берется матрица и пуансон(«давилка»), берется лист материала (сталь, латунь, медь-в основном в массовое производство идет дешевая сталь) и прессом вырубается заготовка.

— Большой процент брака
— Низкая точность копирования блесен
Это самый экономически затратный, но наиболее точный метод производства колеблющихся блесен.
Для изготовления блесны методом «литья» нужна точная форма и материал (не только латунь, но и материал для предварительного литья в форму(воск) и материал для формы и это на каждую блесну!). Расплавленный металл заливается в форму и застывает. После этого он проходит много стадий вторичной обработки от шлифовки и гальваники до покрытия несколькими слоями лака. Таким образом методом высокоточного литья раз от раза получается точная копия блесны.

-Высокая стоимость оборудования и материалов
+ Высокая точность изготовления
+Практически 100 процентная гарантия отсутствия брака
Таким образом, сложив все плюсы и минусы мы пришли к тому что процесс изготовления блесны методом литья дает наиболее точную копию при практическом отсутствии брака раз от раза.
Теперь давайте посмотрим, как много производителей на современном рынке блесен изготавливают блесны методом «литья». К сожалению, мы можем пересчитать оных на пальцах одной руки. Кроме нескольких японских фирм, да и то только в отдельных сериях практически никто. А как дела обстоят у нас в России? Тоже все очень грустно. Большинство «производителей» предпочитает заказывать в Китае штамповки под своим логотипом. Так экономически целесообразнее-вложив рубль-получаешь 100. Сейчас время такое –время маркетологов. Однако надо помнить, что маркетологи уже погубили многие известные бренды, которые производили качественный товар для рыбалки малыми собственными тиражами. За которые и ценили рыболовы эти фирмы. Пример тому всемирно известная фирма House of Hardy, которая в свое время была эталоном английского качества, а сейчас «легла» под концерн Pure Fishing, как и большинство известных когда-то фирм, которые она поглотила.
По итогу выходит, что компания RB — единственная на территории постсоветского пространства, которая имеет собственное производство в России и, которая изготавливает блесны методом высокоточного литья. И хорошо, что еще есть производители, которые не занимаются перекупкой дешевой китайской рабсилы, а производят качественный товар за разумные деньги на собственных производственных мощностях на территории России.
Самодельные блесна своим штампом
До сих пор шла речь о блеснах из подручных материалов. Но можно пойти и дальше, создав форму для штамповки блесен. Хотя сам процесс изготовления такой формы достаточно трудоемок, он себя вполне оправдывает, так как с помощью описанной технологии можно сделать любое количество прекрасных блесен, аналогичных вашим любимым.
Штамп для блесен изготавливается следующим образом.
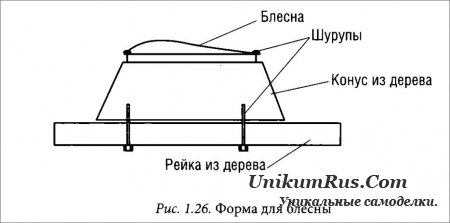
Берется прямоугольный кусок мягкого дерева, например сосновой доски. К его концу шурупами через отверстия для заводных колец крепится блесна, естественно, без них. Далее следует обвести карандашом контур блесны. Теперь можно открутить блесну и из дерева сделать конус, к которому потом с одной стороны опять прикрутить блесну. С другой стороны следует при крутить рейки из дерева. Свободное пространство между блесной
и деревом, а также все щели и неровности на конусе замазываются пластилином, а конус и блесна смазываются литолом или какой-нибудь другой смазкой. Делается это для того, чтобы модель не прилипала к гипсу (рис. 1.26).
Пустая коробка подходящего размера заливается жидким гипсом. Конус модели погружается в нее так, чтобы рейка опиралась на края коробки. Обратите внимание, что от поверхности блесны до дна коробки желательно оставить 2—3 см. Хорошо в гипс положить тонкую проволоку — арматуру для прочности формы. После отвердения гипса конус можно удалить — форма для отливки пуансона готова. Блесну можно снять, очистить от смазки и пластилина и снова использовать на рыбалке.
Полученная гипсовая форма смазывается литолом, изготавливается арматурный каркас из проволоки (рис. 1.27).
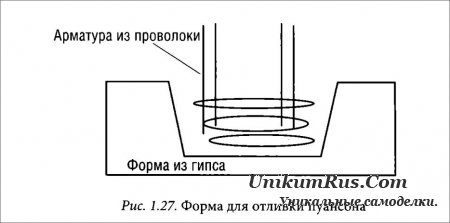
Концы проволоки длиной 10—15 см обрезать не нужно — позже они будут использованы для крепления.
Полученную форму нужно залить гипсом. После отвердения готовый гипсовый конус удаляется — для этого и используются оставленные концы проволоки. Если вы все сделали правильно, то форма для отливки матрицы готова. Теперь, если необходимо, можно прочистить следы шурупов, которыми крепилась блесна при изготовлении модели.
Отливка пуансона проста — гипсовая форма заливается алюминиевым сплавом. Первая отливка обычно получается плохо — пока гипсовая форма не нагрелась. Гипс выдерживает 4—5 отливок, из которых можно выбрать пуансон нормального качества.
Для отливки матрицы берется железная посуда, сверху накладывается рейка из железа, к которой с помощью свободных концов проволоки крепится гипсовый конус (рис. 1.28).

Необходимо следить, чтобы крепление было параллельно рейке. Форма заливается алюминиевым сплавом. Обычно уже вторая отливка получается достаточно качественной.
Края получившейся матрицы обычно закруглены, и их можно подчистить острым резаком. Пуансон же необходимо обработать напильником, чтобы входил в матрицу (рис. 1.29).
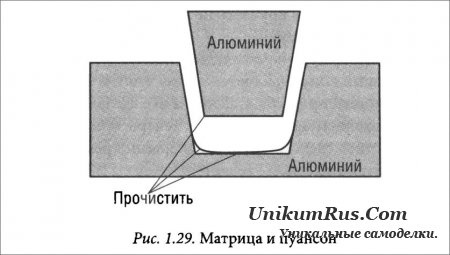
Алюминий довольно легко обрабатывается.
Металлургия в описываемом методе — самое сложное; все остальное можно сделать в домашних условиях, а вот расплавить алюминий в домашних условиях трудновато — слишком высока температура плавления. Но, поискав, вы наверняка сможете найти мастерскую, где вам помогут с этой проблемой. Алюминиевое сырье для производства такой матрицы — старые блоки цилиндров и поршни от мотоциклов. Можно повторно использовать и отбракованные матрицы.
После того как вы изготовили матрицы для штамповки, изготовление самих блесен не представляет никакой сложности. Сначала изготавливается шаблон, по которому вырезается заготовка блесны. Заготовка вкладывается в матрицу, накрывается пуансоном, и одного удара тяжелого молотка для изготовления блесны вполне достаточно. Блесны штампуются из меди и латуни толщи-ной до 2,5—3,0 мм. Таким способом можно изготавливать и двух-сторонние биметаллические блесны. Заготовки штампуются отдельно, потом сверлятся и скрепляются двумя заклепками; форма готовой блесны корректируется окончательной штамповкой.
Этот пост может содержать партнерские ссылки. Это означает, что я зарабатываю небольшую комиссию за ссылки, используемые без каких-либо дополнительных затрат для вас. Дополнительную информацию смотрите в моей политике конфиденциальности.
Вырубные штампы.
Производство штампов для вырубки.
В классификации штампов, вырубка с применением вырубных штампов относится к разделительной операции обработки материала давлением.
Операция вырубки применяется для получение заготовок из цельного листового материала (металла, пластика, картона, фанеры и других материалов).
Применение вырубного штампа – получение наружных контуров детали, заготовки.
Технологическая операция вырубки производится на прессах, с использованием спроектированных под задачи производства определённого изделия вырубных штампов (штанцформ, вырубников).
Изготовление вырубных штампов.
Изготовление вырубных штампов, а также проектирование вырубных штампов в Кирове производится на заказ по индивидуальным требованиям Заказчиков.
При изготовлении вырубников учитываются все нюансы производства изделий и деталей.
Вы можете сделать заказ на предприятии СТАНКОФИНЭКСПО на изготовление любых конструкций вырубных штампов под любые типы и конструкции прессового оборудования (в том числе под ручные, эксцентриковые, винтовые прессы).
Типы конструкций вырубных штампов.
Выбор конструкции вырубного штампа зависит от необходимой точности получения заготовки,
а также от технологической программы и серийности выпуска изделий той или иной номенклатуры.
Для массового и серийного производстве проектируются и применяются вырубные штампы с направляющими элементами (колонки со втулками, плиты).
Вырубные штампы с направляющими элементами удобны в эксплуатации, автоматически поддерживают необходимое расположение элементов на верхней и нижней плите вырубного штампа относительно друг друга, не требуют дополнительной настройки на весь период эксплуатации штампа.
При мелкосерийном производстве возможно применение вырубных штампов без направления или же с направляющей плитой.
Вырубные штампы без направляющих и колонок достаточно просты по конструкции, но имеют не высокую точность. Применяя такие штампы, высока вероятность дополнительная обработка вырубаемых изделий.
Рабочие элементы вырубных штампов.
Вырубной штамп состоит из двух основных рабочих элементов: пуансон и матрица.
Пуансон и матрица для вырубного штампа проектируются для повторения контура вырубаемого изделия.
С целью повышения производительности вырубные штампы могут быть оснащены выталкивателями.
Также мы можем предложить нашим заказчикам штамп для вырубки и вытяжки (штамп совмещенного действия).
Материалы для изготовления вырубных штампов.
Выбор материала для изготовления вырубного штампа зависит от масштаба производства изделий (серийности), физико-механических свойств штампуемого материала и его толщины.
Рабочие детали вырубного штампа имеющие сложную форму изготавливаются из высоколегированные преимущественно хромистых сталей: Х12Ф1, Х12М, 9ХС, ХВГ и др. которые обладают более прочной структурой после закалки и в меньшей степени подвержены короблению.
Производство вырубных штампов в России.
Преимущества заказа вырубных штампов.
Производство вырубных штампов расположено в России.
Преимущества заказа вырубных штампов у нас:
– Реакция на запрос – не более 24 часов;
– Профессиональные консультации;
– Инструктируем работе со штампами;
– Индивидуальные сроки изготовления;
– Наличие современного прецизионного оборудования и инструментальной оснастки;
– Сотрудничество с предприятиями любой формы собственности и частными лицами;
– Использование высококачественных сталей только проверенных российских и зарубежных производителей;
– Соблюдение авторских прав Заказчиком (при подтверждении);
– Большой каталог готовых проектов;
– Предоставление услуг по 3d моделированию
– Вырубные штампы проектируются и производится по стандартам предприятия
– Качество вырубных штампов соответствует требованиям действующих в РФ стандартов и ГОСТ 22472-87, на данный вид продукции.
– Возможность заказа штампов из любого региона России, СНГ, EAC
– Доставка вырубных штампов транспортными компаниями на выбор Заказчика.
– Форма оплаты по договоренности. Работаем с НДС и по УСН (без НДС).
Вырубные штампы.
Производство штампов для вырубки.
В классификации штампов, вырубка с применением вырубных штампов относится к разделительной операции обработки материала давлением.
Операция вырубки применяется для получение заготовок из цельного листового материала (металла, пластика, картона, фанеры и других материалов).
Применение вырубного штампа – получение наружных контуров детали, заготовки.
Технологическая операция вырубки производится на прессах, с использованием спроектированных под задачи производства определённого изделия вырубных штампов (штанцформ, вырубников).
Изготовление вырубных штампов.
Изготовление вырубных штампов, а также проектирование вырубных штампов в Кирове производится на заказ по индивидуальным требованиям Заказчиков.
При изготовлении вырубников учитываются все нюансы производства изделий и деталей.
Вы можете сделать заказ на предприятии СТАНКОФИНЭКСПО на изготовление любых конструкций вырубных штампов под любые типы и конструкции прессового оборудования (в том числе под ручные, эксцентриковые, винтовые прессы).
Типы конструкций вырубных штампов.
Выбор конструкции вырубного штампа зависит от необходимой точности получения заготовки,
а также от технологической программы и серийности выпуска изделий той или иной номенклатуры.
Для массового и серийного производстве проектируются и применяются вырубные штампы с направляющими элементами (колонки со втулками, плиты).
Вырубные штампы с направляющими элементами удобны в эксплуатации, автоматически поддерживают необходимое расположение элементов на верхней и нижней плите вырубного штампа относительно друг друга, не требуют дополнительной настройки на весь период эксплуатации штампа.
При мелкосерийном производстве возможно применение вырубных штампов без направления или же с направляющей плитой.
Вырубные штампы без направляющих и колонок достаточно просты по конструкции, но имеют не высокую точность. Применяя такие штампы, высока вероятность дополнительная обработка вырубаемых изделий.
Рабочие элементы вырубных штампов.
Вырубной штамп состоит из двух основных рабочих элементов: пуансон и матрица.
Пуансон и матрица для вырубного штампа проектируются для повторения контура вырубаемого изделия.
С целью повышения производительности вырубные штампы могут быть оснащены выталкивателями.
Также мы можем предложить нашим заказчикам штамп для вырубки и вытяжки (штамп совмещенного действия).
Материалы для изготовления вырубных штампов.
Выбор материала для изготовления вырубного штампа зависит от масштаба производства изделий (серийности), физико-механических свойств штампуемого материала и его толщины.
Рабочие детали вырубного штампа имеющие сложную форму изготавливаются из высоколегированные преимущественно хромистых сталей: Х12Ф1, Х12М, 9ХС, ХВГ и др. которые обладают более прочной структурой после закалки и в меньшей степени подвержены короблению.
Производство вырубных штампов в России.
Преимущества заказа вырубных штампов.
Производство вырубных штампов расположено в России.
Преимущества заказа вырубных штампов у нас:
– Реакция на запрос – не более 24 часов;
– Профессиональные консультации;
– Инструктируем работе со штампами;
– Индивидуальные сроки изготовления;
– Наличие современного прецизионного оборудования и инструментальной оснастки;
– Сотрудничество с предприятиями любой формы собственности и частными лицами;
– Использование высококачественных сталей только проверенных российских и зарубежных производителей;
– Соблюдение авторских прав Заказчиком (при подтверждении);
– Большой каталог готовых проектов;
– Предоставление услуг по 3d моделированию
– Вырубные штампы проектируются и производится по стандартам предприятия
– Качество вырубных штампов соответствует требованиям действующих в РФ стандартов и ГОСТ 22472-87, на данный вид продукции.
– Возможность заказа штампов из любого региона России, СНГ, EAC
– Доставка вырубных штампов транспортными компаниями на выбор Заказчика.
– Форма оплаты по договоренности. Работаем с НДС и по УСН (без НДС).