- «РЫБОЛОВ». Форум рыболовов Буковины.
- Меню навигации
- Пользовательские ссылки
- Объявление
- Информация о пользователе
- Формы для литья мормышек, грузил и пр.
- Сообщений 1 страница 17 из 17
- Поделиться12009-01-12 10:05:05
- Как сделать литую мормышку
- Как льют свинцовые мормышки в формы
- Самодельные формы для литья мормышек
- Изготовление полости в алюминиевой форме мормышки
- Алюминиевая форма для литья мормышек
- Оттиск мормышки в алюминиевой форме
- Рассверливание отверстия для литья мормышки
- Выпорные канавки в алюминиевой форме
- Натирание оттиска мормышки графитом
- Изготовление формы для литья мормышки
- Литье свинцовых мормышек
- Плотность свинцовой литой мормышки
- Советы по изготовлению формы:
«РЫБОЛОВ». Форум рыболовов Буковины.
Меню навигации
Пользовательские ссылки
Объявление
Информация о пользователе
Формы для литья мормышек, грузил и пр.
Сообщений 1 страница 17 из 17
Поделиться12009-01-12 10:05:05
- Автор: ТИМОХА
- Администратор

- Откуда: 100лица Буковины
- Зарегистрирован : 2008-01-08
- Приглашений: 0
- Сообщений: 6557
- Уважение: +347
- Позитив: +656
- Пол: Мужской
- Возраст: 43 [1977-08-17]
- Провел на форуме:
2 месяца 3 дня - Последний визит:
2020-08-25 11:52:08

Предлагаю здесь обсуждать варианты изготовления форм-литников для мормышек, грузиков и пр.
Выкладываю первый материал из своей практики Здесь
Итак, первая часть теперь и здесь.
Как-то задался я вопросом изготовления мормышек самостоятельно. Одни из лучше всего зарекомендовавших, и наиболее универсальных которые были у меня, имели вид простой дробины, того или иного диаметра. Сам я кое-как начал осмысливать идею изготовления формы. И тогда, на помощь мне пришёл товарищ, который уже имел подобный опыт. Он то и подсказал мне технологию изготовления формы-литника для мормышек-дробинок (хотя, подключив фантазию и руки можно сделать и многие другие формы). Но сейчас пойдёт тема конкретно о дробинах.
Скажу наперёд, что изготовление формы требует интереса и желания процесса изготовления чего-то своими руками, специального инструмента, материалов и определенных слесарных навыков, но зато форма получается прочная, удобная в обращении и долговечная.
Итак, вначале меряем штангенциркулем диаметр нужной дробины, и затем находим шарик из шарикоподшипника нужного диаметра. После подбора шарика нужного диаметра находим материал для самой формы. Материалом для изготовления формы у меня всегда служил алюминий. Я использовал старые электромонтажные шины из электрощитов — те, которые имеют толщину в районе 1 см, ширина может быть 5 и более см — шины уже изначально хорошо подходят для формы, так как практически всегда имеют ровные поверхности. Так как практически все дробины которые я использовал были в диаметре от 3 до 8 мм, толщина алюминия от 7 мм до 1 см находится в пределах нормы.
Вначале выпиливаются два одинаковых брусочка алюминия — обычно это квадрат со стороной 2-2,5 см. Выпилить можно ножовкой по металлу, либо другим металлорежущим подходящим для этой цели инструментом. Затем они более-менее подгоняются крупным напильником друг другу по размерам. Эту операцию удобнее проводить, зажав заготовки в тисках. Далее находится центр на обеих половинках и легко намечается керном (рис.1).

Далее подбираем сверло, которое меньше диаметра шарика на 1-2 мм (зависит от диаметра шарика — чем он меньше, тем меньше расхождение), и засверливаем обе заготовки по центру на 2/3 нужной глубины, то есть 2/3 половины шарика (если шарик, например, 6 мм, то на 1,5- макс. 2 мм) — рис. 2.

Затем между двумя половинами располагается сам шарик, и этот «бутерброд» помещается в тиски, после чего начинаем затягивать тиски, при этом надо следить, чтобы шарик вдавливался в обе половинки равномерно (тиски должны быть мощными, но нужно быть аккуратным, так как можно переусердствовать и тиски поломаются). Можно первый этап прессования произвести на чём-то типа наковаленки с помощью молотка, а затем уже допрессовать в тисках. Так как предварительно была произведена выборка сверлом, то обычно всё получается легко (с условием, что предварительная выборка была сделана с чувством, мерой, расстановкой))) ).
После того как была произведена опрессовка, надо раскрыть половинки, удалить шарик, и осмотреть выпресованные поверхности — на них не должно быть раковин, или каких-то других изъянов. Далее надо произвести лёгкую обработку соприкасающихся внутренних поверхностей мелким напильником, эта операция покажет насколько были деформированы плоскости заготовок. По надобности выровнять поверхности, и затем произвести ещё одну опрессовку шарика в заготовках. Если всё делается правильно, то обычно после второй подгонки, форма отвечает заданным требованиям.
Следующим этапом будет установка в одну из половин формы — направляющих. Для этого нужно разметить по диагонали одну половину, накернить центры будущих отверстий (рис. 3 а).

В качестве направляющих я использовал обыкновенные гвоздики. Находил подходящего диаметра, обрезал до нужных размеров и подбирал под диаметр гвоздика сверло (или гвоздик под сверло). Сверло лучше подобрать такое, чтобы оно диаметром чуток было меньше чем диаметр гвоздика, так как в одной половине гвоздик нужно надёжно запрессовать, во второй половинке можно отверстия наоборот немножко больше рассверлить, чтобы гвоздик входил легко. После того как просверлены отверстия в одной половине, вкладываем шарик в форму, совмещаем все стороны, и зажав в ручных тисочках просверливаем обе половины насквозь по ранее просверленным отверстиям в первой половине. Затем запрессовываем в первую половину заготовленные ранее гвоздики, и пробуем, как половинки совмещаются по установленным направляющим. Один нюанс: под шляпки гвоздиков нужно сделать потаи в заготовке, это можно сделать путём выборки алюминия сверлом подходящего диаметра (рис 3 б).

Если есть какие-то неточности — подправляем, форма должна соединяться и разъединяться легко, без усилий.
Далее следует процесс высверливания литника и выпора. Для этого из формы извлекается шарик, и на одной из половинок размечается ось проходящая через центр выпрессованной дробины. Затем на проведенную линию ложится ровная сталистая проволочка диаметром 0,5-1 мм, которая должна быть длиннее самой формы, края её должны выступать с обеих сторон, обе половинки аккуратно совмещаются, и, положив на наковаленку, простукиваются легко молотком, чтобы проволочка продавила в алюминии центральную ось. После того, как проволочка продавит себе место в обеих половинах, она извлекается. Обе половины совмещаются по направляющим, и снова зажимаются ручными тисочками или струбцинками, и точно по центру в месте, где выходила проволочка, сверлится насквозь отверстие сверлом равным
1/5-1/6 диаметра дробины (рис. 4).

Затем со стороны, где будет литник, сверлится сверлом равным 1/3 от диаметра дробины до входа в форму дробины. Затем ещё большим сверлом, чтобы в конечном итоге получилось так, как на рис. 5 и фото 1:


Следующий этап — выпрессовка посадочного места для крючка. Делается по технологии описанной в разметке оси (рис.6).

После этого в форму снова вставляется шарик, и проверяем или все соприкасающиеся поверхности остались ровными, если нет, подправляем напильником, и допрессовываем до нужной плотности. Придаём всей форме более эстетичные формы, обрабатывая напильником.

Технология изготовления мормышки такова: заранее подбирается крючок нужного размера с колечком. Колечко зачищается наждачной бумагой и лудится с помощью паяльной кислоты. К диаметру колечка подбирается нихромовая проволочка (к нихрому не пристаёт свинец и припой) такого диаметра, чтобы она свободно входила в колечко. Затем крючок и продетая сквозь его колечко проволочка устанавливаются в форму, крючок должен хорошо лечь в посадочное место, и форма должна плотно закрыться. Форма помещается в тисочки или струбцинку. Расплавляется свинец, и заливается в форму. Как только свинец заполнит литник доверху, прекращаем заливку, ждём минутку, и затем можно погрузить один край формы в холодную воду (если это сделать сразу, то мормышка может не получиться), и постепенно погружаем форму в воду целиком. Затем открываем форму и извлекаем отлитое. Вытаскиваем проволочку и кусачками обкусываем с отлитой мормышки всё лишнее. Шероховатости после удаления лишних частиц подправляем легко напильником, и проволочкой развальцовываем края отверстия для лески.
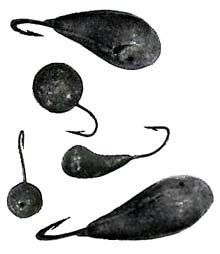
Вот такие вот получаются формы-литники:

В следующей части я опишу способ изготовления форм-литников более простой, но с относительной недолговечностью формы. На последнем фото есть образец подобной формы – белая гипсовая.
Как сделать литую мормышку
Тема подготовлена для рыбаков, желающих познакомится с процессом самостоятельного изготовления свинцовой мормышки методом заливки расплавленного свинца в форму.
И если им придется «по вкусу» подобная методика, далее раскрою технологию изготовления своими руками формы из алюминиевого бруска с целью получения на выходе одним заходом нескольких мормышек.
Как льют свинцовые мормышки в формы
 Свои первые свинцовые мормышки «уралки» мы с друзьями изготовили именно методом литья в алюминиевой форме.
Свои первые свинцовые мормышки «уралки» мы с друзьями изготовили именно методом литья в алюминиевой форме.
Благо, работали на большом номерном заводе союзного значения с несколькими цехами механической и термической обработки металлов. Так что, при изготовлении алюминиевых форм для литья мормышек проблем не возникало.
На изображения наших литых самодельных свинцовых мормышек вы можете посмотреть на соседней фотографии, где на поверхности крупных уралок легко различимы швы, возникающие в стыке половинок алюминиевой формы в процессе заливки в полость расплавленного свинца.
И сам процесс литья в формы свинцовых мормышек, честно говоря, уже сразу же стал казаться не очень удобным и довольно-таки продолжительным по времени. Судите сами:
Во-первых: канавка, куда вкладывался крючок, довольно быстро разбивается, кроме того, крючок зачастую сдвигается со своего посадочного места. Произойти это может как до, так и во время заливки свинцовой мормышки в форму. В результате: часть отлитых мормышек отсеивается в брак.
Кроме того, из-за определенной конфигурации этой канавки крючки перед литьем мормышек приходиться подбирать определенной формы и размера (номера). А если их уже сняли с производства, то смотрите начало предыдущего абзаца.
Поэтому периодически обе половинки формы приходиться изнутри фрезеровать, снимая тонкий слой алюминиевого сплава, а все углубления, в том числе с конфигурацией крючков обновлять. Это одна сторона медали.
В целях лучшего совмещения половинок самодельных форм применяются штифтовые соединения. А вот для того чтобы не уронить себе на голую ступню ноги готовую раскаленную мормышку, мы крепили хотя бы только по диагонали половинки алюминиевых форм до начала литья свинцовой мормышки с помощью резьбовых соединений.
Прикиньте, сколько времени уходило на операцию «открутить — закрутить винты» для изготовления только одной маленькой мормышки. Это вам вторая сторона медали.
Не знаю, есть ли у этой награды третья сторона, но в самом начале подобной трудовой деятельности мы столкнулись еще с одной неприятностью: оказалось, что если заливать свинец в самодельные формы, изготовленные из алюминия и его сплавов, то из-за их большой теплопроводности алюминия полость в форме свинец мог заполнить (залить) не полностью.
То есть металл застывал прежде, чем успевал заполнить внутреннюю выборку в приспособлении. Особенно заметно это было при литье в алюминиевую форму массивных продолговатых свинцовых мормышек уралочек.
По этой же причине в корпусе мормышки появлялись микропоры. То есть удельный вес свинца в отлитой мормышке падал.
Выход из создавшейся ситуации мог быть только один: перед литьем мормышек форму необходимо было разогреть, а после заливки — остудить (не под струей воды), затем разобрать, открутив резьбовые соединения. После чего изъять готовую мормышку и навести на ней марафет.
Ну, и как вам понравился этот способ изготовления по продолжительности времени, затраченного для литья только одной самодельной мормышки?
Вы думаете мы не нашли варианта решения подобной проблемы? Да элементарно! Просто стали делать алюминиевые формы для литья четырех разных по конфигурации мормышек сразу со всех боковых граней приспособления.
А самые «продвинутые» — вообще с шести (представьте форму для заливки мормышек в виде медовой соты). После чего удельный вес времени на изготовление одной литой мормышки сократился сразу в несколько раз.
Самодельные формы для литья мормышек
 Выкладываю разжеванный материал для рыбаков, желающих заняться изготовлением в домашних условиях самодельных свинцовых мормышек самым простым способом литья расплавленного свинца в форму.
Выкладываю разжеванный материал для рыбаков, желающих заняться изготовлением в домашних условиях самодельных свинцовых мормышек самым простым способом литья расплавленного свинца в форму.
Но прежде чем вы начнете знакомиться с методами изготовления форм для литья, предлагаю вам взглянуть на подборку моих ходовых мормышек.
Примерно половина россыпи приходится на свинцовые приманки. И только четыре из них изготовлены методом литья в самодельные формы. Остальные мормышки сделаны по совершенно другой технологии.
Именно по этой причине самодельные свинцовые мормышки так заметно отличаются между собой массами, конфигурациями, размерами.
Далее можете почитать о том, что нам предлагают спецы по литью свинца в формы. Технология одинаково подходит, как для изготовления мормышек, так и самодельных свинцовых грузил.
Только при изготовлении форм для литья грузил не понадобиться канавка для вкладывания крючка. Зато нужно будет сформировать другие углубления.
Автором текста и чертежей является В. ПОПОВ из города г. Набережные Челны. Свои комментарии и дополнения выделю скобками.
Изготовление полости в алюминиевой форме мормышки
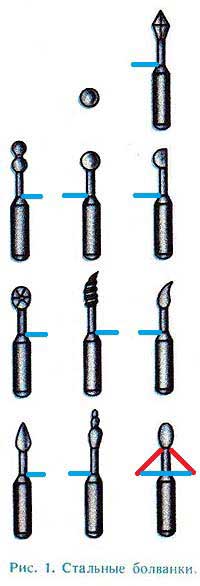
«Для изготовления полостей в самодельных алюминиевых формах для литья мормышек из отрезков стальной проволоки диаметром 3-6 миллиметров делаю болванки различных форм и размеров (См. рисунок 1), хорошо их шлифую и полирую.
(Для формирования в алюминиевом бруске полостей подойдут разного диаметра гвозди или стальной прокат с круглым сечением. Заточенный под форму мормышки металл перед формовкой полостей в алюминии желательно закалить, воспользовавшись горелкой газовой плиты и емкостью с холодной водой)
Для самодельных мормышек под названием «уралка» конец гвоздя перед формированием болванки можно слегка согнуть молотком.)
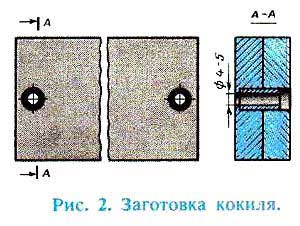 Для изготовления формы для литья мормышек две алюминиевые пластины размером примерно 40х70 и толщиной 10-12 миллиметров складываю вместе и сверлю два отверстия (рис. 2) под контрольные штифты и стяжные болты М4 или М5.
Для изготовления формы для литья мормышек две алюминиевые пластины размером примерно 40х70 и толщиной 10-12 миллиметров складываю вместе и сверлю два отверстия (рис. 2) под контрольные штифты и стяжные болты М4 или М5.
На получившейся заготовке кокиля размечаю расположение форм для мормышек (рис. 3).
Далее сверлю воронки литников; вдавливаю между половинками формы болванки самодельных мормышек, а также проволоку для отверстия под леску, проволоку для выпоров и рыболовные крючки.
Обжатие производится под прессом, в тисках или струбциной. После небольшой подчистки и подгонки кокиль готов.
(Как видите, у автора метода изготовления форм для литья мормышек все получилось очень быстро и гладко.
Но на самом деле все будет обстоять несколько иначе, если у вас дома случайно не завалялось сравнительно мощного пресса.
Поэтому для начинающих самоделкиных попробую пояснить некоторые моменты, которые обязательно возникнут в процессе такой работы. Причем, моя технология изготовления форм для литья будет выглядеть к предложенной выше схеме с точностью наоборот.
Алюминиевая форма для литья мормышек
Для изготовления формы для литья подойдет только чистый (ковкий) алюминий без примесей.
Каждую болванку, изображающую мормышку, вам, наверное, придется продавливать между двух половинок алюминиевого бруска по отдельности.
Но, если вы обладаете недюжинным здоровьем и у вас дома имеются нехилые тиски, то полости в форме для литья между алюминиевыми пластинами можно продавить болванками сразу 3-4 мормышек. Сначала сформируйте углубления только с одной стороны заготовки.
Для дальнейших пояснений мне пришлось испортить казенную фотографию (Рис. 1) с изображением стальных болванок.
Оттиск мормышки в алюминиевой форме
При формировании в алюминиевой форме оттисков мормышек, то, что показано у болванок выше синей линии, должно находиться между половинок формы для литья мормышек.
Далее пластины алюминия стягиваются двумя винтами (болтами), помещаются между губок тисков и с силой сжимаются. Но не все так просто.
По мере вдавливания имитационных мормышек в металл, алюминий рядом с оттисками начнет выезжать. Поэтому вам несколько раз придется разъединить половинки формы для литья и выровнять внутренние поверхности кокиля напильником.
Затем операции по формированию пустот проведите с оставшимися болванками мормышек, разместив их с другой стороны формы для литья. При отсутствии тисков можно отформовать каждую мормышку по отдельности с помощью молотка.
По мере углубления оправок в алюминиевые пластины, винты следует постоянно подтягивать. Когда полости для всех мормышек в форме для литья будут готовы, плоскости половинок форм изнутри выровнены напильником, можно прогнать все оправки между алюминиевыми пластинами вместе еще раз.
Затем начисто обработайте напильником и наждачной бумагой внутренние прямые плоскости половинок формы.
Следующим этапом вклейте на поверхности одной из половинок кокиля в соответствующих местах крючки и проволочки под пропуск лески в готовой мормышке. Затем соедините половинки формы и в тисках продавите оттиски крючков и проволочек в алюминии.
Рассверливание отверстия для литья мормышки
 Далее, не разбирая формы, заходом сверла большого диаметра рассверлите литниковые отверстия для литья каждой мормышки.
Далее, не разбирая формы, заходом сверла большого диаметра рассверлите литниковые отверстия для литья каждой мормышки.
На Рис. 1 отверстие для литья свинца показано линиями красного цвета только для одной мормышки.
В результате такой трудоемкой работы у вас должны получиться две половинки одной алюминиевой формы.
Выпорные канавки в алюминиевой форме
По своему опыту могу предположить, что выпорные канавки при заливке свинца вам не понадобятся, если формы для литья перед заливкой мормышек прогреть над горелкой газовой плиты.
В крайнем случае, сделаете их после первой пробной заливки в алюминиевую форму свинца. Эти канавки формируются во избежание образования на мормышках раковин. Но не такие уж большие у вас получатся в форме литые мормышки, чтобы на них обязательно образовывались пресловутые раковины.)
На этом мои пояснения по поводу изготовления в домашних условиях алюминиевых форм для литья мормышек заканчиваются. Могу лишь добавить, что в формах можно лить не только свинцовые, но и мормышки из термопластичных материалов. Далее продолжается авторский текст.
Натирание оттиска мормышки графитом
Перед заливкой свинца натираю оттиски мормышек в кокиле графитом (мягким грифелем простого карандаша), вставляю крючок, нихромовую проволоку (под отверстие для лески), накладываю вторую половинку формы для литья и стягиваю болтами. Кокиль подогреваю на горелке газовой плиты и заливаю в него расплавленный свинец.
После того как свинец остыл, разъединяю половинки формы, извлекаю мормышку, выдергиваю пассатижами проволоку и зачищаю изделие. Для более прочного соединения крючки перед заливкой свинца можно залудить.
Раскрашиваю мормышки в черный, белый, красный, зеленый цвета».
(На припомню, чтобы мы перед заливкой свинца формы для литья мормышек натирали графитом.)
Изготовление формы для литья мормышки
 Еще один способ изготовления формы для литья мормышки в домашних условиях. Аналогичные алюминиевые формы мы делали в свободное время на номерном заводе и дома в далекие времена.
Еще один способ изготовления формы для литья мормышки в домашних условиях. Аналогичные алюминиевые формы мы делали в свободное время на номерном заводе и дома в далекие времена.
«Форму для литья свинцовой мормышки делаю из листового алюминия толщиной 5 миллиметров. (На взгляд автора сайта алюминиевые исходники будут тонковаты для изготовления даже средней величины свинцовой мормышки)
Из стального гвоздя (дюбеля), вставленного в патрон электродрели, вытачиваю напильниками модель свинцовой мормышки. Помещаю ее между двумя пластинами алюминия и ударами молотка выбиваю две полуформы.
Вынув модель, помещаю между пластинами иглу и крючок и также молотком делаю отпечатки. Со стороны, противоположной крючку, делаю литник. Форма для литья свинцовой мормышки готова.
Установив между пластинами иглу и залуженный крючок, зажимаю обе половинки пассатижами и, слегка разогрев форму, заливаю в нее свинец.
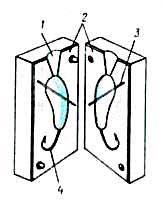
На фотографии показано изображение формы для литья мормышек:
1 — литник; 2 — алюминиевые пластины; 3 — игла; 4 — крючок.
Из остывшей свинцовой мормышки удаляю иглу, обрезаю наплыв свинца. При необходимости приманку окрашиваю ее. Таким способом я делаю формы для разных мормышек. При определенном навыке за вечер методом литья в формы можно изготовить 20 — 30 свинцовых мормышек».
Литье свинцовых мормышек
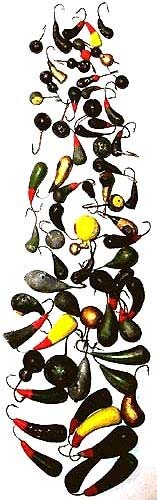 Литьем свинцовых мормышек интересуется немало рыбаков, но предупреждаю, что ни одна из представленных на соседней фотографии самодельных мормышек не является литой, хотя по форме они очень похожи на литые.
Литьем свинцовых мормышек интересуется немало рыбаков, но предупреждаю, что ни одна из представленных на соседней фотографии самодельных мормышек не является литой, хотя по форме они очень похожи на литые.
Прочитайте мои соображения по поводу изготовления свинцовых приманок не методом литья горячего свинца в форму, а несколько другим — холодным способом. Возможно, он кому-то будет интересен.
Для того чтобы на фоне тогдашнего бардака выжить моей семье литьем самодельных мормышек в формы мне приходилось заниматься в середине 90 годов. Львиная доля свинцовых приманок продавалась, некоторые — расходились по друзьям.
Тогда навыки у меня остались и сохранились кое-какие формы для литья мормышек из свинца еще с далеких 70-х годов прошлого века. Впоследствии алюминиевые формы за ненадобностью разбрелись по приятелям и знакомым.
В дальнейшем я перешел на изготовление свинцовых приманок придуманным методом ковки еще в начале своей рыболовной деятельности. Кованые мормышки и представлены на изображении.
Взглянув на снимок, вряд ли кто-то будет сомневаться, что такое разнообразие свинцовых мормышек можно изготовить с помощью литья. Уж слишком много для этого понадобится трудоемких в изготовлении форм.
Уже только из-за разнообразия конфигураций литые самодельные мормышки уступают кованым. На фото все приманки по форме или размерам разные.
Сколько же тогда должно понадобиться кокилей для литья свинцовых мормышек, чтобы изготовить и выложить на сайте (далеко не в полном составе) коллекцию своих мормышечных приманок.
Было и еще одно обстоятельство, которое заставило меня отказаться от литья мормышек в формы. И тоже связанное с конкуренцией на рынке самодельных свинцовых приманок.
Плотность свинцовой литой мормышки
Второй причиной отказа от литья мормышек в формы явилось то, что свинец при литье теряет значительную часть своей плотности. Из-за чего самодельные свинцовые приманки, изготовленные методом литья, будут значительно легче, чем мормышки такого же объема, но сделанные методом ковки.
Отковать корпуса или быстро раскатать заготовки холодным способом можно для мормышек под названием балда, чертик, коза. А при желании изготовить методом ковки можно и свинцовые грузила для спиннингов и бортовых донок.
Если вас заинтересовала данная информация, то подробности изготовления паяных из припоя и кованых свинцовых мормышек найдете в разделе Мормышка своими руками. Там же в видеоролике оцените колебания кованых мормышек из свинца и познакомитесь с настройкой пружины рессорного строя самодельного кивка.
Советы по изготовлению формы:
От автора сайта. Рискну по данной теме дать несколько советов
Предлагаю форму модели заготовки литой мормышки точить из обычного гвоздя. Дюбель очень трудно обработать, так как его обычно закаливают.
Готовую болванку мормышки не проблема закалить самим, воспользовавшись услугами пламени горелки газовой плиты и кружки с водой.
Отверстие для заливки в форму свинца лучше выбить одновременно с моделью мормышки. На гвозде оно будет выглядеть как продолжение конфигурации мормышки.
В процессе изготовления формы для литья у вас непременно будет выезжать алюминий в непосредственной близости от модели мормышки. Его нужно периодически удалять напильником, то есть равнять внутренние поверхности половинок формы.
Для простоты я бы штифтовые отверстия внутри половинок формы заменил на сквозные и крепил половинки с помощью винтов и гаек. Работать с расплавленным свинцом рекомендуется в хлопчатобумажных перчатках и защитных очках, хотя сам ими никогда не пользовался.
Перед тем, как вложить в форму крючок, я бы залудил у него цевье, а после этого еще раз покрыл флюсом. Тогда сцепление цевья крючка со свинцом будет намного прочнее.
Просмотр всех видеороликов с сайта на Ютуб канале Самодельные приманки и снасти
Поставьте лайк. Подпишитесь на канал. Выскажите свое непредвзятое авторитетное суждение о просмотренном в видео сюжете или задайте вопрос в комментарии, на который я постараюсь доходчиво ответить.