- Производство воблеров и рыболовных товаров в Китае. Рентабельность бизнеса по их ввозу и реализации
- ВНЕШНЕЕ ВПЕЧАТЛЕНИЕ И КАЧЕСТВО ИЗГОТОВЛЕНИЯ КИТАЙСКИХ ВОБЛЕРОВ
- ЦЕНА НА КИТАЙСКИЕ ВОБЛЕРЫ, ИХ КОНКУРЕНТОСПОСОБНОСТЬ И ПЕРСПЕКТИВЫ ПРОДАЖ НА РОССИЙСКОМ РЫНКЕ
- 1446. Чертеж и описание станка для изготовления воблеров.
Производство воблеров и рыболовных товаров в Китае. Рентабельность бизнеса по их ввозу и реализации
Так уж сложилось, что последние пару лет, я усиленно и скрупулёзно изучаю всевозможные производства и производителей рыболовных приманок, аксессуаров, да и всех снастей в целом. Маниакальная идея фикс — второстепенный заработок связать с рыболовной отраслью, уж очень этого хочется. Будет это очередной велосипед, от очередного горе-предпринимателя в моём лице или что-то действительно рыболовно-стоящее — посмотрим!
Так вот, ввиду подобных желаний и фантазий, я очень часто ищу и нахожу довольно много интересных производителей того или иного рыболовного аксессуара, снасти, да и вообще всего, что связано с рыбалкой и производством в целом. По этим же причинам, некоторым заводам-производителям рыболовных или сопутствующих товаров я пишу напрямую, с просьбой отправить те или иные экземпляры их продукции, ради тестов и решения о покупке оптовой партии. Таковыми экземплярами может быть что угодно, на данный момент в моём рыболовном арсенале уже:
- супер прочная подошва из Норвегии — для не менее суперских забродов, вейдерсов и рыболовных ботинок;
- самоочищающаяся и не пачкающаяся ткань, которая практически безразлична к любой грязи — для рыболовных сумок и экипировки;
- огромное количество лески и плетёных шнуров от производителей в США и Китае, которые по низкой цене предлагают производство под суббрендом достаточно качественного флюорокарбона и плетёнки;
- всевозможные углепластиковые плёнки, из которых обкатывают бланки для спиннингов.
В общем, как вы поняли, добра полная хата, осталось дело за малым — реализовать одну из идей). Так вот, ближе к делу, совсем недавно я получил очередной мини груз для собственных рыболовных тестов от китайских производителей воблеров , которые в частности изготавливают свои изделия: кренкбейты, воблеры минноу и силиконовые приманки под суббрендом для достаточно крупных игроков рыболовной отрасли в Европе и США. Заказал я 25 видов воблеров и 7 видов силиконовых приманок, в основном виброхвосты по 5 вариантов окраски, итого получив 160 приманок совершенно бесплатно. За что хочу отдельно поблагодарить производителя воблеров, его потрясающие объёмы производства и не менее потрясающую китайскую предприимчивость и бизнес жилку, я был реально удивлён, когда мне прислали заказ без оплаты, с текстом-надеждой на длительное сотрудничество!
Дабы не компрометировать себя и свои будущие планы — я не буду называть самих производителей воблеров, тем более искал я выход к ним очень долго (в Китае достаточно много производителей всевозможных рыболовных приманок сомнительного качества), но обзор на каждый из них, их качество изготовления и игру в разных условиях сделаю обязательно, тем более я обещал это, за столь ценный и дорогостоящий, но для меня бесплатный подарок, надеюсь, будущим партнёрам!
ВНЕШНЕЕ ВПЕЧАТЛЕНИЕ И КАЧЕСТВО ИЗГОТОВЛЕНИЯ КИТАЙСКИХ ВОБЛЕРОВ
Внешне, китайские воблеры изготовлены очень качественно и добротно, они совершенно лишены пресловутой и уже всем известной незаконченности и дешевизны от AliExpress в виде недокрашенных частей тела воблера, либо капель красящего пигмента, которые разбрызнуты по всей приманке. Или краски, слоя которой находят друг на друга, тем самым портя картину целостности рыболовной приманки и общего впечатления. Достаточно большое количество воблеров из Китая приобрели плохую славу, благодаря низкому качеству заводных колец и в особенности тройников, сделанных из плохого металла, который довольно часто тупо лопался, либо остриё которых не славилось длительным временем эксплуатации — попросту тупилось. Конечно, это решается простой заменой заводных колец и тройников на рыболовных приманках на более качественные, но лично мне, эти телодвижения кажутся чуждыми. В общем, не зря, именно этот китайский производитель воблеров заточен под европейский и американский рынок, качество продукции заметно невооружённым глазом.
Естественно, слои краски, находящие друг на друга, глаза приманки, перепутанные сторонами, либо плохого качества тройники — далеко не основная причина плохой или хорошей приманки, на эти моменты мы можем легко закрыть глаза и докупить хорошие крючки. Страну, население которой 10-15 лет назад легко и беззаботно ловило на обрезанные чайные и столовые ложки, этими пустяками точно не напугать! А вот на уловистость воблера и его качественную игру в толще воды, стимулирующую хищника к атаке, мы, к сожалению повлиять никак не можем и это один из важнейших показателей качества приманки, который можно выявить только на реальных водоёмах, реальными тестами, пробами и ошибками! Чем друзья, в ближайшее время я и займусь, пост про игру в толще воды и уловистость китайских воблеров я обязательно опубликую.
ЦЕНА НА КИТАЙСКИЕ ВОБЛЕРЫ, ИХ КОНКУРЕНТОСПОСОБНОСТЬ И ПЕРСПЕКТИВЫ ПРОДАЖ НА РОССИЙСКОМ РЫНКЕ
Дабы никого не мучать с главным вопросом, напишу сразу — 0,93 доллара (61 рубль по курсу на момент публикации статьи) за воблер, при заказе от 5 000 штук одного вида, естественно сборным контейнером с LCL. Это цена с FOB (Free On Board) — продавец обязан за свой счёт доставить груз со своего склада до порта или места загрузки и самостоятельно его загрузить в контейнер. Уже вроде бы всё хорошо, при розничной цене не брендового, но качественного воблера в России порядка 300-400 рублей , перспективы продаж выглядят достаточно безоблачными! Но тут всё двояко, как и везде — есть свои нюансы и обратные стороны пресловутой Луны, при чём сторон, как оказалось реально несколько.
Логистика до склада и таможенная очистка.
Это первое звено, прибавляющее к себестоимости воблера свой процент. Благо воблеры из Китая, а не с какой-нибудь Аргентины, благо всё это происходит в 21 веке, когда налажены все сообщения, они быстры и уже достаточно доступны по цене. В общем, цифры примерно такие: при стоимости груза, скажем 500 000 рублей (8 000 единиц приманок) и весе около 250 кг, вся процедура и затраты по логистике до склада и таможенному оформлению выйдет примерно в 19-25 % от общей цены товара. Значит при стоимости воблера в 0,93 доллара, около
61 рубль по текущему курсу, мы получаем на выходе около 75-78 рублей за одну приманку. Конечно, при условии контейнерной перевозки морем и если заниматься будем всем оформлением сами, минуя брокеров, это на порядок дешевле! Это примерно-окончательная цена доставки груза с рыболовными приманками до своего склада.
Конкуренты и продвижение продукции.
Конкурентов реально много, у крупных рыболовных оптовиков и всех, кто занимается ВЭДом есть очень «вкусные» цены (около 80 рублей) на воблеры не очень хорошего качества — в Китае, оптовый прайс таких производителей 0,39-0,47 центов (около 30 рублей) за штуку, именно таких, о которых я написал выше! Конкурировать и доказывать нашему человеку, вечно ищущему подвох, что «это лучше того» достаточно сложно. Тут в дело вписывается достаточно дорогой (при условии качества) по нынешним меркам — маркетинг, с далеко недешёвыми обзорами привезённых рыболовных приманок, дорогостоящими бюджетами на продвижение, экспертное мнение и качественные видео. После логистики и растаможки, это ещё одно звено, из чего будет складываться окончательная цена на воблер . Указывать расценки на раскрутку очень сложно, хорошие продажи могут начаться и после бюджета в 100 000 рублей, а могут и не начаться после 300 000. На это влияет очень много факторов продвижения и близкие люди, которые могут этому поспособствовать, а самые близкие, как, к сожалению показала практика — помощники сомнительные, поэтому надеемся только на маркетологов и собственные силы.
Альтернативы в виде силиконовых приманок.
Безусловно, при сравнении приманка/уловистость — воблер занимает лидирующие позиции по всем фронтам, естественно при правильном выборе приманки на том или ином водоёме. Но спарринг, в виде воблер vs силикон или в сравнении приманка/цена, да даже в сравнении приманка/цена/уловистость — пальму первенства возьмёт в свои силиконовые руки — именно силиконовая приманка! И это очень важная составляющая при определении перспектив продаж и составлении бизнес плана, благо китайские ребята и силикон выпускают по адекватной цене, который будет также присутствовать на прилавках будущего интернет-магазина. Так что наличие и разнообразие той или иной приманки должно присутствовать всегда. Но стоит ли делать упор на продажу воблеров и закупать огромный ассортимент моделей, или ставить на силиконовые приманки, можно понять только спустя 6-8 месяцев успешных продаж, когда будет видна статистика, сезонность и упор на те или иные виды приманок и их цветовую палитру, пользующихся спросом.
Что получаем в итоге?! В итоговом результате мы, гипотетически, привезли 8 000 воблеров по цене 500 000 рублей, к которой прибавляем услуги логистики и таможенного оформления, около 110-120 тысяч рублей, стоимость доставки до нашего места хранения — 15 000 рублей, ну и приблизительную цену на продвижение товара в течении 4-х месяцев — 150 000 рублей. Итого, затраты на весь путь прохождения 8 000 рыболовных приманок до их реализации конечному потребителю составили 785 000 рублей или около 99 рублей за один воблер. Достаточно неплохо. Ну а остальные моменты реализации: затраты на складирование в арендованном помещении, зарплаты сотрудникам, если они есть, могут увеличить окончательную стоимость рыболовной приманки в 1,5-2 раза. Так что уже эти моменты индивидуальны для каждого предпринимателя.
Ниже видео с производства и фотографий рыболовных приманок, авось кому будет интересно! Смотрите.
1446. Чертеж и описание станка для изготовления воблеров.
Чертеж и описание самодельного станка для изготовления воблеров.

по изготовлению и сборке.
Чертежи, эскизы и Инструкцию составил Сергей Ронжин .
Инструменты и комплектующие.
1.Подшипник шариковый №200 (размер 10х30х9мм.) – 5 шт.
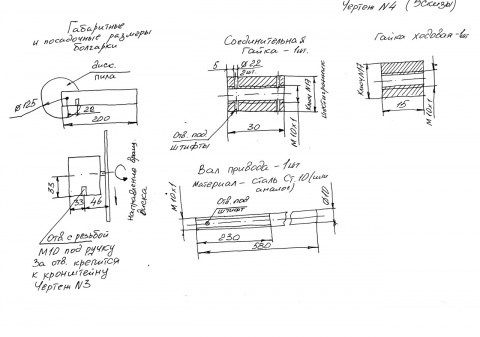
2.Дисковая пила: 22х125х2 (или аналог) – 1 шт.
3. Маленькая болгарка
4. Гайки М10х1 под ключ на 17 – 20 шт.
5. Болты М4 разных длин, гайки М4
6. Сверла диаметрами: 4 мм, 4,5мм, 10,1мм и др.
7. Сверло перьевое на диаметр 30мм.
8. Винты-саморезы разных длин диаметром 5 мм.
9. Уголок 20х20х4 мм. сталь.
10. Круг (пруток) стальной (но не проволока, Сталь10 или аналог) диаметром 10мм.
11. Полоска 20х3 или 20х4мм.
12. Уголок дюрал. 10х10х1,5мм.
13. Шестигранник на 17.
14. Круг диаметром 13мм. ( можно использовать любой металл соответствующего диаметра для изготовления деталей)
15. Круг стальной (латунь, бронза) диаметром 5 мм.
16. Велосипедные спицы для штифтов.
17. Резина средней твердости для фрикционных прокладок.
18. Самозажимной патрон для дрели (в расчете принят с внутренней глубиной погружения оси
равной 35мм. и максимального диаметра не менее 10мм)
Изготовление боковых стенок и средней опоры.
Шаг 1.
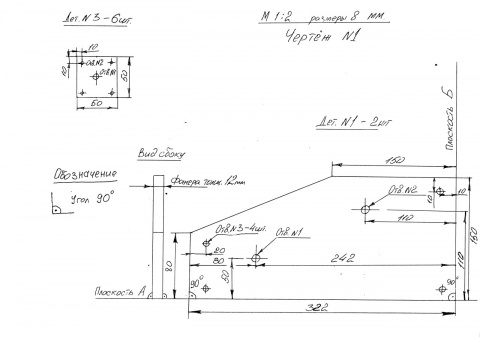
Изготовление Дет. №1 – боковые стенки.
Количество – 2 шт.
Материал – фанера толщиной 12 мм. (Примечание: тоньше фанеру брать не рекомендую;
если будет толще, то необходимо ввести корректировки по размерам в соответствующие детали).
Особое внимание необходимо уделить соблюдение прямых углов 90 град. по плоскостям А и Б
После выпиливания двух Дет. №1 их накладывают друг на друга и выравнивают по плоскостям А и Б, скрепляют двумя струбцинами. Для этого лучше использовать уголок в качестве упора. Далее на верхней детали размечают отверстия Отв.№3 – 4 шт., накернивают (в дальнейшем после разметки все места под сверление накернить ОБЯЗАТЕЛЬНО на любых деталях) и просверливают сверлом диаметром 4мм.
Шаг 2.
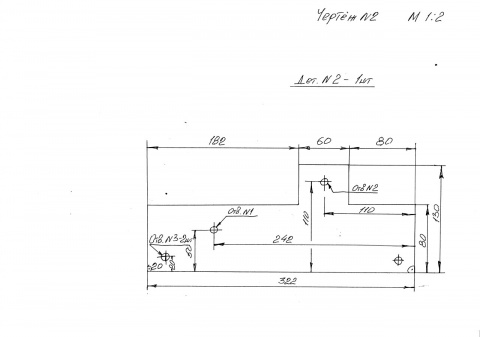
Изготовление Дет.№2 – средняя опора.
Количество – 1 шт.
Материал – фанера толщиной 12 мм.
Особое внимание необходимо уделить соблюдение прямых углов 90 град. по плоскостям А и Б
После выпиливания на Дет.№2 накладывают Дет.№1, выравнивают их по плоскостям А и Б, скрепляют двумя струбцинами, просверливают Отв.№3 – 2шт.
Шаг 3.
По Отв. №3 с помощью болтов и гаек М4 скрепляют Дет.№1 + Дет.№2 + Дет.№1. На верхней Дет.№1 размечают Отв.№1 и Отв.№2 и просверливают сверлом диаметром 4мм.
Шаг 4.
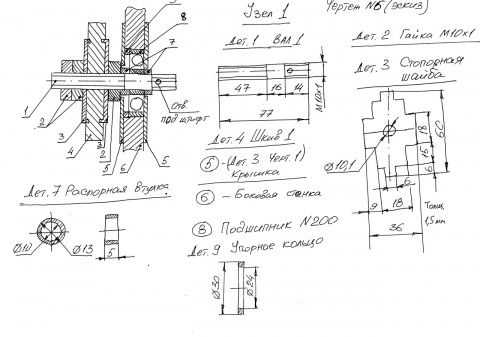
Изготовление Дет.№3 – крышка подшипника.
Количество – 6 шт.
Материал – металл (сталь, дюраль, латунь) толщиной 1-1,5мм.
Размечают Отв.№1 и 4 Отв.№2, просверливают сверлом диаметром 4мм.
Шаг 5.
На Дет.№1 на Отв.№1 и Отв.№2, поочередно, накладывают Дет.№3, центруют по Отв.№1, вставляют в сцентрованные отверстия болт М4, и через Отв.№2 Дет.№3 сверлом диаметром 4мм просверливают 4 отверстия вокруг Отв.№1 и Отв.№2 Дет.№1 насквозь через все ТРИ скрепленные детали. Убирают Дет.№3.
Шаг 6.
Собранные вместе детали № 1 и 2 разбирают и болтами соединяют ДВЕ Дет.№1. Берут ПЕРЬЕВОЕ сверло на диаметр 30мм и рассверливают на проход в обеих деталях Отв.№ 1 и 2.
Шаг 7.
В Дет.№2 Перьевым сверлом диаметром 30мм рассверливают Отв.№1 ( не перепутать).
Отв.№2 рассверливают сверлом диаметром 10,1мм (если такого сверла нет, то применяют сверло диаметром 10мм и при сборке круглым напильником в отверстии делают минимальный зазор для
Свободного вращения приводного вала.
Изготовление рамки.
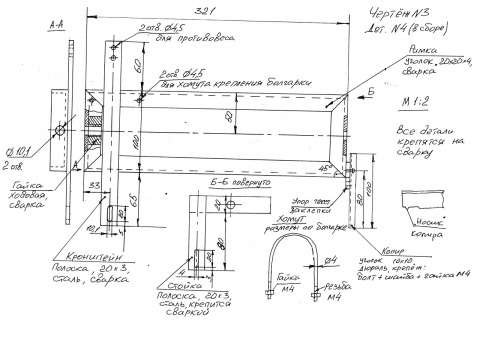
Шаг 1. Нарезают уголок 20х20х4мм. соответствующих длин (см. Чертеж №3 Дет.№4). Распил делают под углом 45 град. Складывают их в прямоугольник на ровной поверхности и соединяют при помощи сварки с соблюдением углов 90 град. и «плоскости» поверхности.
Шаг 2. Размечают по центрам отверстия под приводной вал и сверлят отверстия сверлами 4мм, затем 10,1мм. По размеру болгарки изготавливают хомут. Перед загибом на обеих концах нарезают рему М4. Размечают отверстия под хомут на рамке и сверлят сверлом 4,5мм.
Шаг 3 . Ходовую гайку (Чертеж №4) с одной грани обтачивают, чтобы центр резьбового отверстия гайки и центр отверстия на рамке совпадали ПОЛНОСТЬЮ. Вставляют в рамку ходовой вал, надев на него отрезок любой трубки длиной около 200мм.(для защиты резьбы от попадания сварки). Накручивают обточенную ходовую гайку, выступивший конец вставляют в отверстие рамки, на выступивший конец накручивают гайку под ключ №17 с резьбой М10х1 и стягивают гайку и ходовую гайку, зажимая уголок рамки (для центровки). Далее приваривают ходовую гайку к рамке
( массовый провод присоединять к рамке, а не к ходовому валу), дают остыть, расконтряют гаку, скручивают и выкручивают ходовой вал из ходовой гайки. Вал должен ЛЕГКО вращаться в ходовой гайке и в отверстии диаметром 10,1мм. Если будут затирания из-за «увода», то отверстие надо НЕ ЗНАЧИТЕЛЬНО расширить.
Шаг 4. Выпиливают из полоски 20х3 кронштейн крепления болгарки, сверлят соответствующие отверстия и по установочному размеру 33мм. и 65мм.приваривают его к рамке.
Шаг 5. Выпиливают стойку, сверлят отверстие, приваривают к рамке.
Шаг 6. Выпиливают копир из дурал. Уголка 10х10х1,5. Размечают и сверлят отверстие для крепления диаметром 4мм. Крепят болтом с гайкой М4 копир к стойке с соблюдением прямого угла между копиром и стойкой. На примыкающей стороне копира острой чертилкой отмечают край стойки.
Снимают копир и по линии (приклепывают, присоединяют, приклеивают) текстолитовую пластинку 10х20х3мм, которая играет роль УПОРА и будет предотвращать вертикальное перемещение кончика копира.
Изготовление деталей.
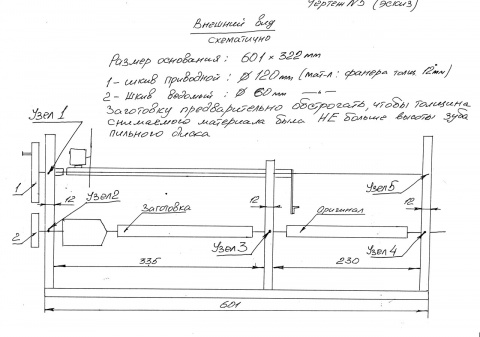
1. Выпиливают основание станка из фанеры толщ.12мм. (Чертеж №5). Размечают на нем места расположения боковых стенок и средней опоры. Просверливают в основании сверлом 2мм. отверстия в основании и нижней части стенок и опоры. Затем отверстия в опоре рассверливают сверлом диаметром 4мм. под саморезы 5мм. Производят ПОДсборку станка.
2. Выпиливают из фанеры 12мм. шкивы 1 и 2. Передача вращательного момента будет осуществляться с помощь приводного ремня, изготовленного из кольцевого отрезка автокамеры.
На шкиве 1 прикрепляют рукоятку для вращения. Вращение для ПОДАЧИ будет производится: при виде спереди – «от себя»; при виде со стороны шкивов – «против часовой стрелки».
При данных размерах шкивов и шаге резьбы ходового вала 1мм. при ОДНОМ обороте приводного шкива заготовка будет совершать ДВА оборота, а режущий инструмент будет смещаться на 1мм., т.е. на 1 оборот заготовки режущий инструмент сместится на 0,5мм. Если соприкасающаяся с «оригиналом» часть копира будет большой толщины то копирование малорельефных мест будет не эффективно.
Размеры заготовки надо брать с минимальными допусками на обработку, т.к. толщина снимаемого материала зависит от высоты зуба пильного диска. Если толщина будет превышать высоту зуба, то перемещение пильного диска будет затруднено, т.к.он будет упираться в заготовку
поверхностью, где нет плоскости резания.
3. Изготавливают детали по Черт. 6,7,8,9. Особое внимание обратить на нарезание резьбы на всех
Валах. Она должна производится на токарных станках, т.к. при нарезке «в ручную» возможен наклон резьбы и, как следствие, биение, заклинивание, вращение по «эллипсу».
СБОРКА .
1. Вкручивают ВАЛ 1 коротким резьбовым концом в соединительную гайку (до упора). С другого конца в гайку вкручивают вал привода. Маркируют места соединения валов и гайки. Сверлят отверстия для штифтов. Разбирают.
2. В крышках (Черт.1 Дет.3) рассверливают центральное отверстие до диаметра 14мм.
3. Берут левую боковую стенку. Собирают УЗЕЛ 1:
— у стопорных шайб отгибают «усики» шириной 6мм. и в шкиве сверлят под них отверстия для предотвращения проворачивания шкива;
— накручивают на ВАЛ 1 соединительную гайку, вставляют штифт;
— ставят на вал распорную втулку, крышку, напрессовывают подшипник, запрессовывают подшипник в боковую стенку, смазывают подшипник, ставят на вал распорную втулку, упорное кольцо, крышку и при помощи болтов и гаек М4 соединяют крышки и боковую стенку;
— накручивают на вал до упора гайку, отгибают у стопорной шайбы широкие « усики» размером 18 мм., чтобы между ними было расстояние 17мм под гаку, ставят стопорную шайбу тонкими «усиками» к шкиву, совмещают с просверленными в шкиве отверстиями, ставят с другой стороны шкива стопорную шайбу «усиками» в отверстия, закручивают гайку М10 до упора, контрят другой гайкой, на грани отгибают широкие «усики».
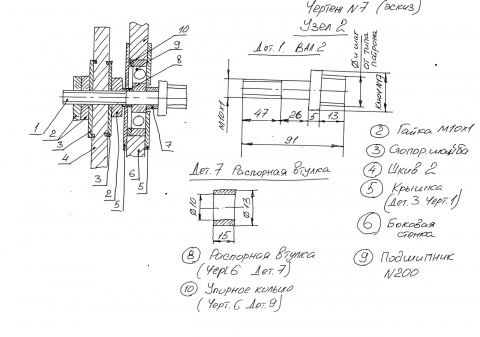
4. Собирают УЗЕЛ 2 аналогично.
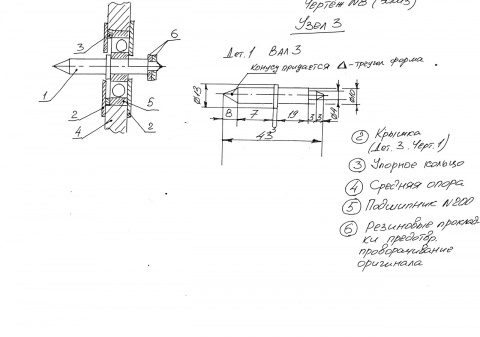
5. Собирают УЗЕЛ 3 на средней опоре.
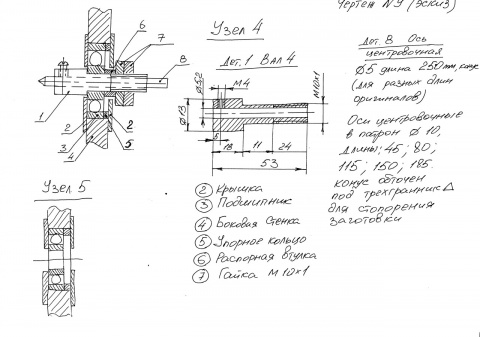
6. Собирают УЗЕЛ 4 и УЗЕЛ 5 на правой боковой стенке.
7. Вставляют в отверстие РАМКИ вал привода, проводят его через верхнее отверстие диаметром 10,1мм (предварительно смазав его смазкой) средней опоры, вкручивают вал в ходовую гайку РАМКИ, вкручивают вал привода в соединительную гайку до упора, вставляют штифт.
8. Напрессовывают на вал привода подшипник УЗЛА 5. Ставят подсобранный станок на основание и крепят к нему боковые стойки и среднюю опору винтами (шурупами) по заранее просверленным отверстиям.
Между основанием и боковыми стенками (средней опорой) должен быть угол 90 градусов, иначе может заклинивать вал привода при вращении. Если произошло смещение стенок от вертикального положения, то берут уголок 35х35 или 40х40, сверлят отверстия под болты М4 в уголке, размечают отверстия на стенке и основании, сверлят отверстия и соединяют больтами и гайками М4 добиваясь угла в 90 градусов.
Правильность сборки станка определяется плавностью вращения приводного шкива, вала привода, плавное без заеданий перемещение РАМКИ при подаче и реверсе.
9. Надевают на шкивы приводной ремень. Проверяют отсутствие пробуксовывания шкивов.
10. Прикрепляют болгарку но не затягивают крепёж.
НАСТРОЙКА.
1. Подводят диск пилы болгарки к центровочной оси патрона по диаметру 10мм. Устанавливают центр диска пилы по центру оси. Затягивают крепёж болгарки.
2 . Устанавливают на рамку копир.
3. Зуб дисковой пилы ставят на центровочную ось патрона, а копир на диаметр 10мм УЗЛА 3. Отмечают на копире точку соприкосновения с диаметром вала, снимают копир и напильником делают небольшой «носик» (выступ) на копире. Затем устанавливают его на место и затягивают крепления копира.
4. Балансировка. На РАМКЕ предусмотрено место крепления противовесов для балансировки. При балансировке следует прикреплять грузы до тех пор, пока РАМКА не встанет в положение равновесия. После этого следует немного уменьшить груз противовеса. Следует учесть, что вал привода будет вращаться против часовой стрелки (направление от заготовки), что повлечет «опрокидывающий момент» и недостаточное усилие диска пилы на заготовку. Также учитывается то, что вращение диска пилы происходит «на заготовку» и крутящий момент будет прижимать его к заготовке. Окончательная балансировка происходит после пробных проточек путем промера размеров «оригинала» и «изделия» по соответствующим контрольным точкам. Если у «изделия» размеры меньше следует увеличить противовес и наоборот. Всё это делается с учетом точной настройки диска пилы «по зубу» и копира.
Если за счет вибрации не удастся достигнуть удовлетворительных параметров копирования, то следует «усилить копир» сделав его из более толстого материала и приварить растяжку у стойки.
Полная и качественная регулировка происходит в процессе работы изменением установочного размера «зуб дисковой пилы – носик копира» и балансировочный груз.
Процесс изготовления.
Станок рассчитан на размер оригинала: длина до 200мм., высота (ширина) до 80мм.
1.Подбирают заготовку необходимого размера по длине + 20мм. к длине «оригинала, с учетом толщины снимаемого материала не более 5мм. По центрам производится засверливание сверлом
(диаметр ориентировочно 4мм). Подбирается необходимая длина центровочной оси патрона, которая до упора утопляется в патрон. Заготовка вставляется в упор средней опоры и контрится на треугольном профиле оси. Из патрона выдвигается центровочная ось и вдавливается в заготовку для фиксации на треугольном профиле. Патрон затягивается.
2. На «оригинале» сверлом диаметром 0,7-1мм с обеих сторон по центру засверливаются отверстия глубиной 1,5-3мм. «Оригинал» вставляется центровочным отверстием в центровочную ось средней опоры. Фрикционные резиновые прокладки должны выступать за «острие» оси на 3-5мм. С правой стороны он поджимается центровочной осью диаметром 5мм. до прочной фиксации за счет фрикционных резиновых прокладок. Ось стопорится винтом. Переводят станок на начало обработки. Наибольший вертикальный размер заготовки и оригинала должны находиться в одной плоскости.
ВНИМАНИЕ. Со стороны заготовки ОБЯЗАТЕЛЬНО надо сделать съёмный экран из оргстекла толщиной не менее 6мм. для безопасности и прочно его прикрепить к левой боковой стенке и средней опоре.
При использовании материалов упоминание сайта «Рыбалка» fisherman2000.mirtesen.ru обязательно .
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов