- Изготовление самодельных блесен штампом, изготовление штампа, отливка пуансона и матрицы, штамповка блесен.
- Изготовление самодельных блесен штампом, изготовление штампа, отливка пуансона и матрицы, штамповка блесен.
- Отливка пуансона и матрицы для изготовления самодельных блесен штампом.
- Изготовление самодельных блесен методом штамповки.
- Как и из чего сделать лепесток вертушки
- Матрица для лепестка блесны
Изготовление самодельных блесен штампом, изготовление штампа, отливка пуансона и матрицы, штамповка блесен.
Кроме самодельных блесен изподручных материалов, их можно еще изготавливать штампом, создав свою форму для штамповки. Хотя сам процесс изготовления такой формы достаточно трудоемок, он себя вполне оправдывает, так как с помощью описанной технологии можно сделать любое количество прекрасных самодельных блесен, аналогичных вашим любимым.
Изготовление самодельных блесен штампом, изготовление штампа, отливка пуансона и матрицы, штамповка блесен.
Штамп для самодельных блесен изготавливается следующим образом. Берется прямоугольный кусок мягкого дерева, напримерсосновой доски. К его концу шурупами через отверстия для заводных колец крепится блесна, естественно, без них. Далее следует обвести карандашом контур блесны. Теперь можно открутить блесну и из дерева сделать конус, к которому потом с одной стороны опять прикрутить блесну. С другой стороны следует прикрутить рейки из дерева.

Свободное пространство между блесной и деревом, а также все щели и неровности на конусе замазываются пластилином, а конус и блесна смазываются литолом или какой-нибудь другой смазкой. Делается это для того, чтобы модель не прилипала к гипсу.
Пустая коробка подходящего размера заливается жидким гипсом. Конус модели погружается в нее так, чтобы рейка опиралась на края коробки. Обратите внимание, что от поверхности блесны до дна коробки желательно оставить 2—3 см. Хорошо в гипс положить тонкую проволоку — арматуру для прочности формы. После отвердения гипса конус можно удалить — форма для отливки пуансона готова.
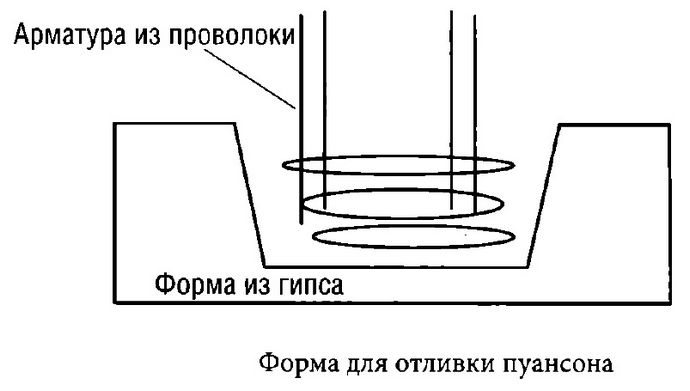
Блесну можно снять, очистить отсмазки и пластилина и снова использовать на рыбалке. Полученная гипсовая форма смазывается литолом, изготавливается арматурный каркас из проволоки. Концы проволоки длиной 10—15 см обрезать не нужно — позже они будут использованы для крепления.
Отливка пуансона и матрицы для изготовления самодельных блесен штампом.
Полученную форму нужно залить гипсом. После отвердения готовый гипсовый конус удаляется — для этого и используются оставленные концы проволоки. Если вы все сделали правильно, то форма для отливки матрицы готова. Теперь, если необходимо, можнопрочистить следы шурупов, которыми крепилась блесна при изготовлении модели.
Отливка пуансона проста — гипсовая форма заливается алюминиевым сплавом. Первая отливка обычно получается плохо — пока гипсовая форма не нагрелась. Гипс выдерживает 4—5 отливок, из которых можно выбрать пуансон нормального качества.

Для отливки матрицы беретсяжелезная посуда, сверху накладывается рейка из железа, к которой с помощью свободных концов проволоки крепится гипсовый конус. Необходимо следить, чтобы крепление было параллельно рейке. Форма заливается алюминиевым сплавом. Обычно уже вторая отливка получается достаточно качественной.
Края получившейся матрицы обычно закруглены, и их можно подчистить острым резаком. Пуансон же необходимо обработать напильником, чтобы входил в матрицу. Алюминий довольно легко обрабатывается.

Металлургия в описываемом методе — самое сложное. Все остальное можно сделать в домашних условиях, а вот расплавить алюминий в домашних условиях трудновато — слишком высока температура плавления. Но, поискав, вы наверняка сможете найти мастерскую, где вам помогут с этой проблемой. Алюминиевое сырье для производства такой матрицы — старые блоки цилиндров и поршни от мотоциклов. Можно повторно использовать и отбракованные матрицы.
Изготовление самодельных блесен методом штамповки.
После того как вы изготовили матрицы для штамповки, изготовление самих блесен не представляет никакой сложности. Сначала изготавливается шаблон, по которому вырезается заготовка блесны. Заготовка вкладывается в матрицу, накрывается пуансоном, и одного удара тяжелого молотка для изготовления блесны вполне достаточно.
Блесны штампуются из меди и латуни толщиной до 2,5—3,0 мм. Таким способом можно изготавливать и двухсторонние биметаллические блесны. Заготовки штампуются отдельно, потом сверлятся и скрепляются двумя заклепками. Форма готовой блесны корректируется окончательной штамповкой.
По материалам книги «Рыбацкие снасти и охотничье снаряжение своими руками. Изготовление и ремонт».
Сторожев Константин.
Как и из чего сделать лепесток вертушки
Здравствуйте, друзья и читатели канала Секреты Рыболова!
В прошлой статье я вам рассказал и показал, как сделать рабочую и уловистую вертушку своими руками. А сегодня я научу вас делать лепестки для своих блесен .
Несмотря на кажущуюся сложность, это не очень трудоёмкая операция . Она не требует большого оснащения. И любой человек с более-менее прямыми ручками способен её сделать.
Для изготовления лепестков нам понадобятся полоски металлов толщиной примерно 0,4 – 0,7 мм. Отлично подойдут латунь, медь, нержавейка . Неплохие рабочие блёсны получались у меня из оцинковки и даже из консервной банки. Но категорически не подходит для этих целей алюминий. Он слишком легок и лепесток из него не заводится.
Возникает вопрос, где брать материал для изготовления . Каждый решает эту задачу по-своему. Со временем вы сможете без труда видеть вокруг потенциальные источники металла для блесен.
Даже старый нержавеющий чайник снабдит вас металлом для вертушек на несколько сезонов вперед. А на первых порах я приобретал отрезки цветмета на рынке и спрашивал у друзей и знакомых. Периодически и сейчас так поступаю.
Дальше для изготовления вам понадобится шаблон лепестка . У меня со временем скопился набор шаблонов, скопированных с хорошо зарекомендовавших себя вертушек. Но можно сделать такой шаблон и самому.
Так уж случилось, что моей самой любимой вертушкой является блесна с лепестком типа Лонг . Она устойчиво работает на течении и в стоячей воде, против потока воды, поперек и вниз по течению. Поэтому в основном я делаю такие лепестки.
Их легко делать, легко настраивать и, как я уже упомянул, они устойчиво работают и стабильно ловят рыбу . Если мне нужна блесна с более широким углом отклонения лепестка, то я просто делаю немного более широкий лепесток и делаю на нем штамповку меньше, чем на обычном лонге.
Более подробно узнать какой должна быть рабочая вертушка можно в моей первой статье на канале.
Далее всё просто. Накладываем шаблон на металл и обводим его маркером. Маркер выбирайте потоньше. Я для фото взял толстый, чтобы вам было лучше видно.
Вырезаем ножницами по металлу заготовку будущего лепестка уловистой блесны. Не переживайте, что заготовка выходит немного гнутой и кривоватой. При дальнейшей обработке вы всё исправите.
Матрица для лепестка блесны
 Основными элементами блесны «вращающийся лепесток» являются собственно лепесток, тело блесны (грузило), тройник и проволочная арматура, на которой собраны эти детали; дополнительными — оперение тройника, карабин, дужка крепления лепестка. От лепестка в первую очередь зависит работоспособность и уловистость блесны. Металлический лепесток имеет слегка выпуклую форму, в поперечном сечении — плавно изогнутую или ступенчатую. Размеры его зависят от размера тройника: ширина лепестка должна быть равна или немного меньше ширины тройника.
Основными элементами блесны «вращающийся лепесток» являются собственно лепесток, тело блесны (грузило), тройник и проволочная арматура, на которой собраны эти детали; дополнительными — оперение тройника, карабин, дужка крепления лепестка. От лепестка в первую очередь зависит работоспособность и уловистость блесны. Металлический лепесток имеет слегка выпуклую форму, в поперечном сечении — плавно изогнутую или ступенчатую. Размеры его зависят от размера тройника: ширина лепестка должна быть равна или немного меньше ширины тройника.
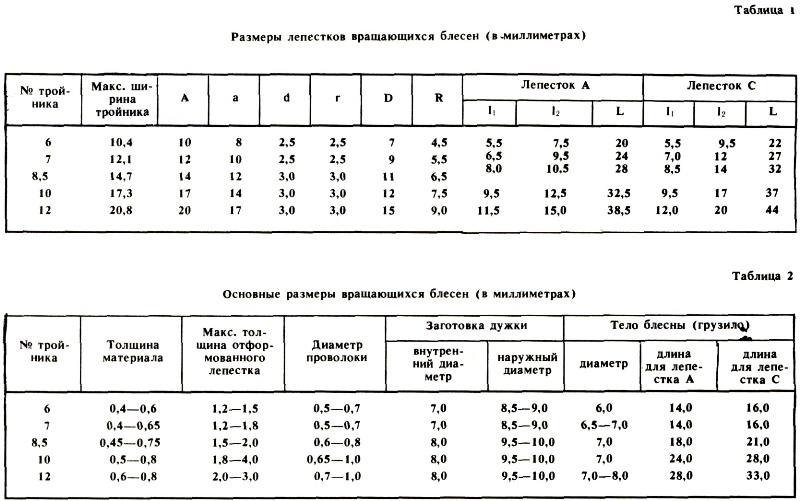
Конфигурация и размеры двух видов лепестков — аналогов «Аглии» (лепесток «А») и «Кометы» (лепесток «С») фирмы «Меррз» — приведены на рисунке 2 и в таблице 1. На основании этих размеров делается технологическая оснастка для изготовления лепестков (основные параметры — А, L , D , а, L 1 , L 2 ), состоящая из оправки держателя, в которую предварительно зажимается заготовка лепестка, пуансона, калибровочной пластинки с вырезом и контрольного образца лепестка.

Поверхность лепестка формуется методом выдавливания, для чего все приспособление надо зажать в слесарных тисках. К достоинствам этого способа относятся отсутствие механического шума, простота изготовления лепестка, высокая повторяемость результатов (при повороте ручки тисков на один и тот же угол), возможность изменения глубины выдавливания.
Производительность приспособления очень высока: без существенного снижения качества можно отформовать поверхности 300 лепестков. Но для этого нужно изготовить оправку-держатель из алюминиевого сплава типа Д16Т, пуансон — из твердого дерева, а заготовки должны быть из отожженного листового металла.
Основной узел приспособления — оправка-держатель. Это две прямоугольные пластины из алюминиевого сплава или стали толщиной 6—15 миллиметров, скрепленные четырьмя винтами (в нижней пластине нарезана резьба МЗ). Посредине сделаны два отверстия, одно из которых используется для перемещения пуансона и имеет эллипсоидную форму, по второму (кондуктору) — сверлится отверстие в лепестке, пока он зажат в оправке-держателе.
Размеры оправки-держателя определяются размерами лепестка. Для удобства целесообразно учитывать дополнительные размеры L 3 , L 4 , L 5 , которые можно рассчитать так:
L 3 ≥ L + 2∆ + 3 мм,
L 5 = r + ∆ +1,5 мм, где Д — припуск на обработку; размеры L , А, а, r даны в таблице 1.
Пуансон изготавливается из дерева твердых пород (бук, дуб, береза). Он должен с минимальным зазором перемещаться внутри эллипсоидного отверстия в оправке-держателе. Торец пуансона должен соответствовать форме будущего лепестка.
Чтобы сделать лепесток, нужно от пластинки листового металла (медь, латунь, бронза, нейзильбер, манганин и др.) соответствующей толщины (таблица 2) отрезать полоску, ширина которой больше длины лепестка L с учетом припуска на обработку, но меньше внутреннего расстояния между стягивающими винтами оправки-держателя. При необходимости заготовку следует предварительно отжечь.
Заготовку нужно вставить между пластинами оправки, совместив ее торец с краем оправки, от которого отсчитывался размер и. Одну из длинных сторон заготовки прижать к винтам, расположенным рядом с кондуктором. После стягивания оправки винтами вставить в нее пуансон. Оправку вместе с пуансоном поместить между губками тисков. При сжатии их происходит выдавливание пуансоном на заготовке лепестка. Затем через кондуктор просверлить отверстие в заготовке.
Рис. 2. Конфигурация лепестков А и С.

Рис. 3. Оправка- держатель.
Для формования следующего лепестка нужно ослабить стягивающие винты, продвинуть заготовку до совмещения края уже выдавленного профиля с краем оправки, затянуть винты и повторить операции. В результате получается металлическая лента с выдавленными участками и отверстиями. Наложив контрольный образец лепестка, обвести контуры и обрезать лишний материал. В качестве контрольного можно использовать один из первоначально обработанных лепестков, у которого выпуклость несколько больше, чем требуется.
Лепесток необходимо обработать: снять зенкером заусенцы в отверстии, отполировать. Возможно пассивирование или серебрение. После полировки или серебрения полезно нанести защитное покрытие бесцветным нитролаком НЦ 222, сильно разведенным растворителем.
Можно выполнить на лепестке рисунок с последующим травлением и полировкой. Травление медных и латунных лепестков производится в растворе хлорного железа. Предварительно на лепесток нужно нанести защитное покрытие (в виде желаемого рисунка) из нитрокраски, битумного лака, которое удаляется после травления растворителем — № 646 (для нитрокраски) или бензином (для битумного лака).
Технология серебрения лепестка состоит в следующем. Ляписный карандаш, предварительно измельченный до порошкообразного состояния, смешать с одной чайной ложкой поваренной соли и с одной чайной ложкой соды. В смесь добавлять воду до получения консистенции густой сметаны. Ваткой или тряпочкой втирать массу в лепесток, а после появления слоя серебра лепесток промыть в воде.
Для пассивирования обезжиренный латунный лепесток опустить на 1 секунду в раствор, состоящий из равных объемов азотной и серной кислот, и сразу же перенести на 10— 15 минут в крепкий раствор двухромовокислого калия (хромпика). Серебряное покрытие пассивируется в теплом однопроцентном растворе хромпика в течение 20 минут. При работе с этими веществами надо соблюдать правила техники безопасности.
Дужка-держатель ( рис. 4) лепестка делается из латуни толщиной 0,5— 0,8 миллиметра.

Вначале нужно изготовить шайбы, которым затем придается необходимая форма. Несколько латунных листовых заготовок собрать в пакет и стянуть их при помощи двух металлических пластин и винтов. В пакете просверлить отверстия диаметром 7 или 8 миллиметров. После снятия заусенцев заготовку разрезать на отдельные фрагменты, которые потом зажать в оправке, закрепленной в токарном станке, и проточить до необходимого внешнего диаметра шайбы, указанного в таблице 2.
Полученные шайбы при помощи плоскогубцев складываются пополам и формуются. Один из простейших способов изготовления тела блесны (грузила) — литье в форму. Материалом для литья служат олово, свинец или легкоплавкие сплавы, содержащие эти металлы. Форму можно сделать из гипса, но лучше — из сплавов алюминия. Для этого нужно скрепить между собой две алюминиевые пластины и высверлить в них формообразующие каналы. Из дюралюминия (или дерева) выточить торцевой фрагмент формы. Используя одну и ту же форму, можно получать отливки разной длины и веса, вставляя прокладки разной толщины между пластинами формы и торцевым фрагментом. Для получения качественного изделия полезно алюминиевую форму нагреть.
В собранную форму надо вставить отформованную пружинистую проволоку из нержавеющей стали, на которой ведется монтаж блесны. Предварительно на проволоку следует надеть тройник с оперением из красных, коричневых, серых или желтых шерстяных ниток. Диаметр проволоки зависит от размеров будущей блесны (таблица 2). Оперение монтируется так. Шерстяную нитку, сложенную в несколько раз, при помощи проволоки протянуть в колечко тройника, после чего через головку тройника натянуть на нитки отрезок ниппеля. Выступающие за тройник нитки обрезать ножницами.
Тройник относительно формы для литья следует временно зафиксировать отрезками медной проволоки.
Нагрев форму, залить в нее металл. Остывшую форму разобрать, извлечь отливку, удалить литник и выпор, окрасить ее нитрокраской в черный, красный или желтый цвет. Заточенной спичкой нанести точки другого цвета.
Монтаж блесны идет в такой последовательности: на проволоку насадить одну или несколько бусинок, в отверстие лепестка вставить дужку и надеть ее на проволоку. Затем насадить еще одну бусинку и конец проволоки загнуть в петлю. При необходимости к этой петле крепится карабин. Рис.5

Форму для литья можно использовать и для отливки различных грузил. В этом случае вместо проволоки с тройником в нее вставляют отрезок стальной проволоки, предварительно покрытый графитовой пылью.