- Как спаять крючки для рыбалки
- Пайка крючка и петли подвеса блесны
- Крючки самодельных зимних блесен
- Лужение крючка зимней блесны
- Пайка крючка зимней блесны
- Пайка подвижного крючка блесны
- Петля для привязывания блесны
- Пайка петли зимней блесны
- Впаивание в блесну двойника, тройника
- Впаивание тройника в зимнюю блесну
- Пайка в самодельной блесне двойника
Как спаять крючки для рыбалки
Самодельные рыболовные крючки.
Рыболову часто бывают необходимы специальные крючки, например, на сазанов, для самодура, без бородки, определенным образом изогнутые и др. Умельцы с успехом делают всевозможные крючки в домашних условиях, и качество их подчас не хуже, чем заводских крючков.
Тот, кто хочет освоить изготовление крючков, должен обладать минимумом знаний о некоторых марках стали и об основах ее термообработки. Нас интересуют углеродистые инструментальные стали и так называемые пружинные стали.
Последние частично входят в две группы сталей: в углеродистые качественные стали и машиностроительные низколегированные и легированные стали.
Эти марки сталей обозначаются по-разному. Например, углеродистая инструментальная сталь обозначается У7А. Буква У означает, что сталь углеродистая, цифра 7 — что в ней содержится 0,7% углерода, буква А — малое количество вредных примесей.
Углеродистая качественная сталь может иметь обозначение Ст. 65. Это говорит о том, что в стали содержится 0,65% углерода.
Термообработка стали. Если незакаленную (сырую) качественную сталь нагреть до определенной температуры и быстро охладить в воде или масле, то свойства ее изменятся. Этот процесс называется закалкой.
Если сырую сталь можно ковать, пилить и т. п., то закаленную сталь обрабатывают только абразивными материалами, так как после закалки она становится чрезвычайно твердой. Одновременно у нее появляется существенный недостаток — хрупкость.
Процесс, называемый отпуском, значительно снижает хрупкость закаленной стали и лишь немного уменьшает ее твердость. Отпуск — это нагрев закаленной стали до относительно небольших температур с последующим охлаждением на открытом воздухе или в масле.
И наконец, отжиг закаленной (и отпущенной) стали заключается в нагреве ее до температуры несколько меньшей температуры закалки и охлаждения на открытом воздухе. В результате отжига сталь приобретает свои первоначальные качества — становится вновь сырой.
На рис. 167 (ниже) даны графики закалки и отжига углеродистых сталей. Анализ графиков позволяет сделать следующие выводы:
1. Стали с содержанием углерода менее 0,3% не закаливают.
2. Для каждой марки стали существует своя температура закалки.
3. Нельзя превышать температуру закалки, так как при этом сталь безвозвратно портится.
Легированные стали имеют большой разброс температуры закалки, отпуска и отжига даже в родственных группах.
Несколько замечаний по процессу отпуска. Отпуск закаленной стали проводят непосредственно после закалки.
Перерыв между этими процессами не должен превышать 24 ч. Температура отпуска стали одной и той же марки зависит от того, для какого изделия ее предназначают.
Например, вы делаете измерительный инструмент — температура отпуска 150—180°; резец по дереву — 250—280°; пружину — 300—500°. Иными словами, диапазон температур отпуска очень большой.
Основным сырьем для изготовления крючков в домашних условиях являются швейные ручные иглы всех размеров из так называемой игольной проволоки, которую делают из углеродистых инструментальных сталей марок У7А, У8А и У10А.
Самая мелкая игла № 1 имеет толщину 0,55 мм. Кроме игл, особенно для самых мелких крючков, используют пружинную проволоку.
В табл. 3 приведены данные о термообработке стали наиболее ходовых марок, применяемых для крючков.

Проводя термообработку крючков, надо иметь в виду следующее: 1. Если закалку производить в воде комнатной температуры, то твердость стали будет выше, чем при закалке ее в машинном масле.
2. Если отпуск стали проводить при температуре 330° (верхний предел), то сталь получается более вязкая.
Это значит, что для изготовления жесткого крючка его надо закаливать в воде и отпускать при более низкой температуре; мягкий крючок закаливают с охлаждением в масле и отпускают при температуре 330°.
Термообработку обычно проводят в муфельной печи с термометром. Подходящие швейные иглы или пружины помещают в печь и разогревают ее до температуры-отжига.
Отожженные изделия извлекают из печи и остужают. Если муфельной печи нет, иглы помещают на стальную плоскую болванку, помещают в пламя газовой плиты, примуса и т. п. и раскаливают болванку. По цвету болванки определяют ее температуру.
Для ориентира ниже приведены цвета каления стальных деталей в порядке их появления (в неосвещенной солнцем комнате) в зависимости от температуры (°С):
темно-коричневый (заметен в темноте) — 530—580; коричнево-красный — 580—650; темно-красный (вишневый) — 650—720; вишнево-красный (багровый) — 720—770; вишнево-алый — 770—800; светло-вишнево-алый — 800—830; ярко-красный — 830—870; красный — 870—900; оранжевый — 900—1050; темно-желтый — 1050—1150; светло-желтый — 1150—1230; желто-белый — 1230—1300; ослепительно белый — 1300 и выше.
Пружину отжечь на болванке невозможно, так как у нее разогревается только та часть, которая соприкасается с металлом. Поэтому пружину отжигают в расплаве соли или смеси солей.
Ниже приведены соли и их смеси (в %) для различных температур отжига сталей («С):
770 — хлористый калий (100); 780 — хлористый натрий (поваренная соль) (96,5), фтористый натрий (3,5); 790—хлористый натрий (90), фтористый кальций (10); 800 — хлористый натрий (100); 810 — хлористый натрий (53), фтористый кальций (47); 820 — фтористый кальций (39), фтористый алюминий — (61); 830 — фтористый калий (90), фтористый алюминий (10); 840 — тетраборнокислый натрий (бура) (100); 850 — углекислый натрий (кальцинированная сода) (100); 860 — фтористый калий (100); 870 — фтористый калий (76), фтористый калий (24).
Когда материал для крючков готов, приступают к засечке бородки. Готовят специальное приспособление (рис. 168), представляющее собой отрезок листовой стали толщиной более 2 мм, на котором зубилом насекают несколько канавок (рис. 168, а).

Иглу с удаленным острием или проволоку от пружины помещают в канавку и остро отточенным зубилом (лезвие имеет угол заточки 15—25°) делают засечку бородки (рис. 168, б).
После непродолжительной тренировки засечки, как правило, получаются одинаковыми, без брака. Если предусмотрены засечки на цевье крючка, их делают в специальной бороздке с несколькими углублениями (рис. 168, в).
Крючки затачивают, делают колечко или лопаточку, выгибают, проковывают (если это необходимо). Можно использовать в качестве колечка ушко иголки, расширив его до необходимых размеров.
Полученные крючки помещают на болванку, закаливают, нагревая до нужной температуры, и быстро (вместе с болванкой) охлаждают в воде или любом жидком машинном масле. Двугибые крючки и крючки с засечками на цевье закаливают в расплавах солей.
Сразу же после закалки крючки отпускают, для чего помещают их на хорошо отшлифованную болванку из нелегированной стали и нагревают на небольшом огне. На болванке в зависимости от ее нагрева появляются так называемые цвета побежалости (°С):
светло-желтый (соломенный) — 220; желтый — 230; темно-желтый — 240; коричневый — 255; коричнево-красный — 265; пурпурно-красный — 275; фиолетовый — 285; васильковый — 295; светло-синий — 310; серовато-синий — 315—325; серый — 330.
Определив по цветам побежалости, что крючки нагрелись до требуемой температуры, извлекают болванку с крючками из зоны нагрева и охлаждают на открытом воздухе. Двугибые крючки отпускают в расплавленных припоях (в % по весу):
свинец — 80, кадмий — 17,5, сурьма — 2,5 — 300°; цинк — 30—35, кадмий — 65—70 — 310°; свинец — 70—80, кадмий — 20—30 — 320°; цинк — 60, кадмий — 40 — 330°.
Чтобы получить особо тонкие крючки, швейные иглы травят в 15—20%-ном растворе серной кислоты до необходимой толщины. В процессе травления иглы все время перемешивают стеклянной или хлорвиниловой палочкой.
Изготовление трехподдевных крючков (тройников) производят на базе двухподдевных (двойников), к которым припаивают тугоплавкими припоями одинарный крючок с удаленной петелькой или лопаточкой. Можно спаять и три одинарных крючка, оставив у одного из них петельку, но предварительно ее надо отжечь вместе с частью цевья.
Краска с темных крючков хорошо снимается уксусной эссенцией или 40—50%-ной соляной кислотой. Луженые крючки освобождают от олова в крепком растворе едкого натра.
С помощью фефки или газовой горелки производят пайку тройника, причем за счет хорошего теплоотвода в виде металлической оправки рабочая часть крючков не подвергается термообработке. Все самодельные крючки очищают от окалины и остатков флюса в 15%-ном растворе серной кислоты, промывают и никелируют.
Несколько слов о крючках для морской ловли. Никелевое покрытие, даже двойное, не спасет крючки от ржавления. Наличие пор в никелевом покрытии приводит к тому, что в конце концов ржавчина обезображивает крючки и их приходится часто менять.
Есть способ продлить жизнь никелированного крючка. Как известно, никелевое покрытие для прочности обрабатывается термически — крючки, покрытые никелем, не менее чем на 2 ч нужно разогреть до температуры около 250′.
По истечении этого срока крючки вынимают из духовки (а эту операцию удобно производить в духовке газовой или другой плиты) и немедленно опускают в слегка разогретый невитаминизированный рыбий жир, пришедший в негодность. Через 30—60 мин крючки извлекают из рыбьего жира, насухо протирают и выдерживают в теплом месте не менее 10 суток.
Обработанные таким образом крючки за счет закрытия пор в никелевом покрытии более устойчивы к морской воде.
Пайка крючка и петли подвеса блесны
Если начерно механически обработан корпус зимней блесны в виде залитого припоем лепестка из тонкокатаного металла заготовки, то займемся пайкой крючка самодельной отвесной приманки.
После пайки крючка в носовом окончании блесны у нас останутся две заключительные операции, связанные с изготовлением своими руками зимней приманки — это пайка петли подвеса, служащей для привязывание блесны к леске, и чистовая обработка самоделки.
Если вы попали на страницу сайта напрямую, то рекомендую тему изготовления зимних блесен хотя бы только просмотреть, начиная со статьи Параметры изгиба лепестка блесны.
Крючки самодельных зимних блесен
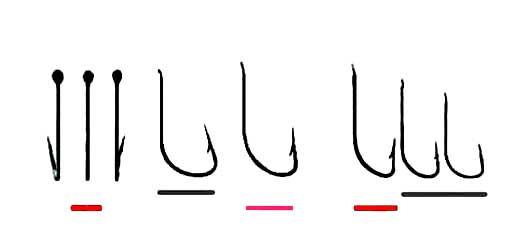
Крючки к зимним самодельным блеснам выбираются под цвет поверхностей приманок, хотя это не так важно, как при изготовлении мормышек. Правильнее будет выбрать крючки по величине поддева, форме и загибу жала, толщине проволоки, из которой они выгнуты, и качеству закалки крючка.
Толщина проволоки и размер поддева рыболовного крючка подбирают в соответствии с величиной зимней самодельной блесны. Чем меньше приманка, тем тоньше должна быть проволока крючка.
Согласитесь, что массивный крючок (из толстой проволоки и с большим поддевом) на небольшой самодельной или покупной зимней блесне будет выглядеть не только нелепо, но начнет вносить большие коррективы в траектории проводок отвесной зимней приманки.
Крючки с загнутыми в сторону цевья жалами обладают хорошей зацепистостью, но в совокупности с подобранной величиной поддева и длины цевья крючка. А после впаивания таких крючков в корпуса самодельных зимних блесен соответствие этих пропорций необходимым требованиям полностью нарушается.
Поэтому в свои самодельные зимние отвесные блесны впаиваю крючки только с прямыми жалами. А еще лучше, если жало крючка будет слегка отогнуто от цевья.
На снимке крючки с подходящими для самодельных блесен изгибами жал и формами бородок подчеркнуты линиями красного цвета. Конструкции и формы крючков, подчеркнутые линиями черного цвета, для впаивания в зимние отвесные блесны не подходят.
Хотя примерно на десятой части моих самодельных блесен впаяны крючки с жалами без бородок. Такие отвесные зимние приманки ставлю на снасти в периоды кратковременного необузданного жора окуня.
Лужение крючка зимней блесны
 Лужение крючков перед пайкой зимних блесен — процедура не только желательная, но обязательная. Плохо залуженный крючок из корпуса блесны может вылететь при рывке даже некрупной рыбы.
Лужение крючков перед пайкой зимних блесен — процедура не только желательная, но обязательная. Плохо залуженный крючок из корпуса блесны может вылететь при рывке даже некрупной рыбы.
Но до лужения крючки следует подобрать по форме, толщине проволоки и величине поддева в зависимости от габаритов самодельной блесны.
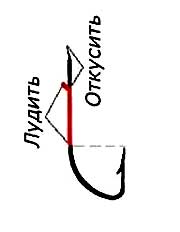
Также до лужения у крючка следует откусить излишки цевья, конец цевья слегка согнуть. Тогда крючок в готовой зимней блесне даже после не очень качественного лужения с последующей пайкой не будет проворачиваться или выдергиваться из приманки.
На чертеже красным цветом показан изгиб конца откушенного цевья крючка и изгиб оставшейся части, которые перед пайкой самодельной зимней блесны должны подвергаться лужению.
Длина луженой поверхности цевья крючка для моих зимних блесен длиной 45-60 мм выбирается равной 6-8 мм. Но у подавляющей массы крючковых элементов перед лужением приходится наждачной бумагой снимать с цевья верхний антикоррозийный слой.
Флюсы и припои для лужения крючков применяю те же, что для пайки самодельных летних, зимних блесен и балансиров.
Пайка крючка зимней блесны
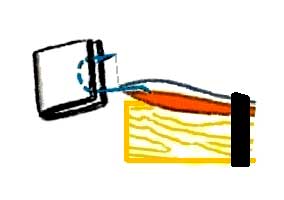 Способ пайки крючка в носовой срез самодельной зимней блесны показан на рисунке.
Способ пайки крючка в носовой срез самодельной зимней блесны показан на рисунке.
Перед пайкой корпус механически обработанной зимней блесны с помощью резинового кольца (черного цвета) креплю на торце узкого бруска. Под конфигурацию изгиба лепестка в древесине можно вырезать канавку.
Далее совмещаю конец жала крючка с носовым срезам самодельной зимней блесны (показано синей штриховой линией); впаиваю цевье крючка в поверхностный слой залитого в блесну припоя.
Либо крючок с небольшой шириной поддева из корпуса зимней приманки выдвигаю, но не более чем на пару миллиметров. Поддев крючка в процессе пайке двумя пальцами зажимается между половинками согнутого пополам отрезка картона.
После пайки жало крючка должно расположиться параллельно поверхности залитого участка вдоль продольной осевой линии самодельной зимней приманки. Далее плоскими напильниками или надфилями обрабатываю нос полностью изготовленной зимней блесны начисто.
На фотографии ниже показаны самодельные зимние блесны на окуня, о пайке которых на нескольких страницах темы шла речь. В корпус левой отвесной зимней приманки одинарный крючок впаян стационарно.
Пайка подвижного крючка блесны
 Несколько слов следует сказать о двух самодельных зимних блеснах, расположенных в правой позиции снимка.
Несколько слов следует сказать о двух самодельных зимних блеснах, расположенных в правой позиции снимка.
В корпуса этих приманок крючковые элементы впаяны в подвижном варианте с помощью шарнирного соединения колечек крючков и медных петелек, впаянных в носовые окончания самодельных зимних блесен.
Для получения подвижных соединений одинарных крючков, двойников, тройников с корпусом зимней блесны просто вставляем колечко на конце цевья крючка в такую же петлю, что у нас уже напаяна на хвосте приманки.
Далее сводим вместе усики выгнутой из медной проволоки петельки и по предложенному выше способу впаиваем ее в носовую заливку блесны, оставляя колечко петли за пределами залитого в самодельную приманку припоя.
После пайки подвижных и стационарно впаянных крючков и окончательной механической обработки у нас получились рабочие зимние блесны. Ходовые качества самоделок вы можете сравнить с траекториями скольжения в воде моих приманок, просмотрев несколько видеороликов на канале Ютуб по ссылке внизу страницы.
Петля для привязывания блесны
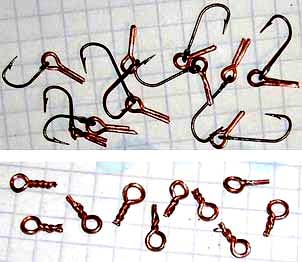 Конструкции петель для привязывания зимней самодельной блесны к леске представлены на фотографии.
Конструкции петель для привязывания зимней самодельной блесны к леске представлены на фотографии.
Петли, показанные вверху, служат для создания шарнирного сочленения между крючком и корпусом блесны.
Петли в нижней позиции фото используются для привязывания зимней блесны к леске. Но ничего страшного не произойдет, если петли поменять местами.
Петельки для впаивания в приманки можно выгнуть из медной или стальной отожженной проволоки толщиной порядка 1 мм.
Внизу показаны круглые петли, предназначенные для привязывания самодельных зимних блесен на лески снастей. Их концы скручены.
Петлю с концевой скруткой для крупных самодельных мормышек и зимних блесен можно изготовить, обогнув проволоку вокруг одной из «губок» круглогубцев или гвоздя подходящего диаметра.
Правда, петли подобной конструкции впаиваю в «хвосты» своих зимних самодельных блесен редко, так как при окончательной обработке витки скрутки начинают выступать из залитого на хвостовое окончание самодельной зимней блесны припоя. Поэтому приманка теряет товарный вид.
Для привязывания зимних самодельных блесен к леске лучше подходят круглые, показанные на фото в верхней позиции, или прямоугольной формы петли. В колечки петель при необходимости заводятся одинарные крючки, двойники, тройники, в том случае, если понадобиться их шарнирное соединение с «носом» самодельной зимней блесны.
Для быстрого крепления готовой зимней самодельной блесны к леске узлом «петля в петлю» наиболее удобны медные петельки не круглой, а вытянутой прямоугольной формы, которые можно сформировать путем изгиба проволоки вокруг одной из «губок» утконосов.
Для этих же целей можно сделать шаблон, расклепав гвоздь подобранного по размеру диаметра. До изгиба петель проволоку лужу. На фотографиях петли самодельных зимних блесен представлены в нелуженом виде.
Пайка петли зимней блесны
Впаивание петли в носовое окончание, либо в «хвост» корпуса, служащей для привязывания зимней приманки к леске, лично для меня является последней операцией изготовления блесны и производится перед чистовой обработкой корпуса самоделки.
Для пайки петли на хвостовое окончание блесны накладываем скрутку проволоки, паяльником прогреваем находящийся под петлей слой залитого до этого припоя.
Если вы паяете легкие зимние окуневые блесны с тонкой заливкой лепестка припоем, то до монтажа петли на окончании самодельной блесны скрутку проволоки можно немного сточить в плоскости раскрыва колечка или расплющить на плите молотком.
Впаивание в блесну двойника, тройника
Самодельные зимние блесны с впаянными двойниками и тройниками представлены на снимке. Обычно подобными отвесными приманками ловят окуня и судака.
Собственно говоря, двойники или тройники впаиваются в полностью изготовленный корпус отвесно планирующей блесны, который хотя бы начерно должен быть обработан плоским напильником.
Но при впаивании в блесну двойных и тройных крючков необходимо предусмотреть их симметричное расположение относительно продольной осевой линии блесны.
Иначе полностью изготовленная, с впаянным двойником или тройником блесна окажется разбалансирована, отчего возникнут проблемы при проводке самоделки в условиях зимней или летней рыбалки.
Достигается это сбалансированным расположением крючков тройника относительно продольной осевой линии отвесной блесны.
Впаивание тройника в зимнюю блесну
При впаивании в блесну тройника плоскость изгиба одного из его крючков располагаем вдоль осевой линии блесны. Тогда оба остальных крючка на полностью изготовленной блесне расположатся симметрично в зеркальном отображении от сориентированного крючкового элемента.
Для впаивания в другую самодельную блесну тройник разворачиваем вокруг продольной оси на 180 градусов. В результате имеем два способа изготовления блесны с тройными крючковыми элементами.
Если на одной из изготовленных блесен крючок тройника, расположенный вдоль продольной оси приманки, окажется впаянным со стороны заливки лепестка припоем, то жала двух остальных крючков будут любоваться лицевой поверхность блесны.
Пайка в самодельной блесне двойника
Двойники в процессе изготовления блесны для ловли окуня или судака паяю так, чтобы жала обоих крючков расположились симметрично со стороны заливки приманки припоем. Это значит, что проходящая вдоль блесны плоскость должна рассечь угол раскрыва между двойниками ровно пополам.
Реже при изготовлении блесен для ловли судака применяю еще один способ пайки двойников, составленных из одинарных крючков.
В первом случае жала обоих крючков располагаю вдоль осевой линии с лицевой и тыльной стороны самодельной блесны.
Во втором случае данную комбинацию разворачиваю на 90 градусов. Здесь жала крючков двойника на изготовленной блесне оказываются в одной плоскости с лепестком блесны. Смотрите фото выше по тексту.
На следующей (последней) странице темы можно познакомится с особенностями изготовления самодельных блесен разного размера и строя. Архивы с чертежами самодельных блесен можно скачать с Главной страницы сайта.
ПРОДОЛЖЕНИЕ ТЕМЫ:
Похожие темы летней — зимней рыбалки
Просмотр всех видеороликов с сайта на Ютуб канале Самодельные приманки и снасти
Поставьте лайк. Подпишитесь на канал. Выскажите свое непредвзятое авторитетное суждение о просмотренном в видео сюжете или задайте вопрос в комментарии, на который я постараюсь доходчиво ответить.