Титановый поводок своими руками — Поводки МАКО
Поговорим сегодня о самостоятельном изготовлении самых популярных поводков для ловли щуки — титановых поводков.
Для того, чтобы сделать самому титановые поводки для рыбалки нам понадобится: титановый поводковый материал МАКО, обжимные трубочки МАКО, застежки и вертлюжки МАКО, а также инструмент для обжатия трубочек. В качестве такого инструмента можно использовать плоскогубцы или специальные клещи для обжима. Трубочки для титановых поводков рекомендуется приобретать длинные, толстостенные, так как они лучше всего удерживают поводковый материал внутри обжатой трубочки и гарантируют надежный поводок на щуку. Короткие трубки не сильно подойдут, так как из них титановый поводковый материал может выскальзывать. Также не стоит брать обжимные трубочки сильно большого диаметра, выбирайте всегда их с минимально возможным для данного поводкового материала диаметром.
Для начала отрежем необходимый кусок для поводка от титанового поводкового материала МАКО. Затем берем его, продеваем через обжимную трубочку, через застежку, изгибаем его конец (делаем петлю) и заводим обратно в обжимную трубочку. После этого обжимным инструментом или плоскогубцами обжимаем крепко трубку. Таким же образом поступаем и с другого конца поводкового материала, только вместо застежки используем вертлюжок (если он необходим). Всё, поводок готов. Теперь можно делать остальные поводки и отправляться на рыбалку за щукой, судаком, сомом и крупными окунями.
Теперь Вы можете самостоятельно сделать себе необходимое количество титановых поводков для рыбалки. На самодельные поводки и ловить рыбу приятней, и деньги экономятся. Ну а есть нет времени делать их самому, то можете купить готовые титановые поводки МАКО в нашем магазине.
В качестве поводкового материала для ловли щуки можете использовать еще и многожильные стальные материалы 1×7, 1×19 и 7×7, но при их изготовлении есть отдельные нюансы. Читайте подробнее об изготовлении поводков на щуку из многожильных стальных поводковых материалов.
DIY или Сделай сам
Прилепленные
Прямой эфир
ian_bozhe 10 декабря 2019, 16:08
ian_bozhe 31 октября 2019, 03:59
Jerkman 28 февраля 2019, 20:19
DmitriyD71 17 декабря 2018, 03:12
Jerkman 28 октября 2018, 17:24
Jerkman 14 октября 2018, 10:18
Блоги
- Отчеты4.53
- Обзор снастей2.41
- Вопросы и ответы2.40
- Новинки приманок2.40
- Фотосеты2.40
- Выставки и Expo Show1.72
- Custom Master1.72
- Pro Staff Jerkmania Team1.38
- Объявления и мероприятия1.27
- Курилка1.27






Изготовление титановых поводков

Ни для кого не секрет что при джерковой ловле надёжный поводок является одним из важнейших элементов снасти в целом. Прикупив в зарубежных интернет-магазинах поводковый материал, обжимные трубочки, соответствующий обжимной (кримповочный) инструмент, можно изготавливать качественные поводки в домашних условиях. При этом стоимость поводков собственного изготовления значительно ниже стоимости аналогичной продукции промышленного изготовления в розничной сети. Остановлюсь вначале на материале поводка. На российский рынок в основном поступает поводковый материал из титанового сплава никелид титана (нитинол) американской фирмы AFW, как одножильный (мононить) и гораздо реже многожильный в виде тросика сплетённый из семи тонких проволочек. Справедливости ради отмечу, что фирма AFW никакого отношения к производству данного материала не имеет. Основным производителем нитинола в США является корпорация Special Metals Corporation, а фирма AFW занимается производством поводков, нарезкой материала на отрезки необходимой длины, расфасовкой и сбытом готовой продукции через сеть дистрибьюторов. В России также производится нитинол, но по своему составу он отличается от штатовского. Американский состоит из 55% Ni и 45% Ti, российский из 55% Ti и 45% Ni. Соответственно они отличаются по своим механическим свойствам. Американский по удельному весу немного тяжелей российского, но чуть более упругий. Но в случае изгиба буржуйский материал выпрямить почти невозможно, российский достаточно легко выпрямляется пальцами. Не берусь судить какой материал лучше или хуже. Главное их достоинство – супер упругость.
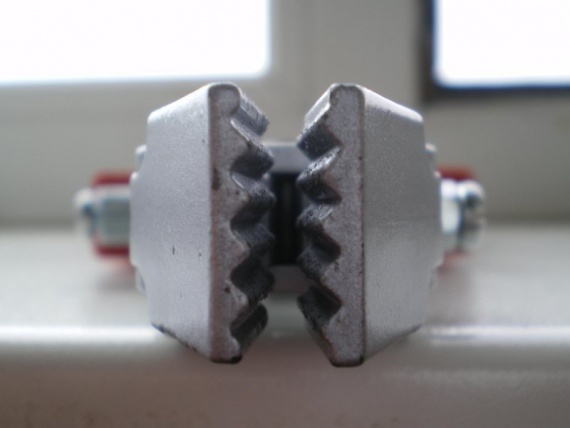
А теперь рассмотрим вопрос изготовления поводков в домашних условиях. Легче всего изготовить надёжные поводки из многожильного титанового материала. Используя толстостенные двойные обжимные трубочки AFW и соответствующий кримповочный инструмент в итоге получаем качественные и надёжные поводки. Обжим получается очень качественный. При обжиме происходит вдавливание мягкого материала трубочки в промежуток между проволочками тросика. Так как сами проволочки расположены под углом к оси тросика, силы трения между материалами трубочки и тросика очень велики, что обеспечивают разрывную нагрузку в месте кримповки 40-45 кг. А если расплести кончик тросика и дополнительно завести в трубочку и обжать, то данное соединение на разрыв на 1-2 кг меньше разрывной нагрузки самого тросика. Пару лет назад данным способом я изготавливал поводки из очень жёсткого стального тросика диаметром 0,7 мм.Тестирование на разрывной машине показало очень хорошие результаты. Кстати информацией о аналогичном способе кримповки на форуме поделился Dmitry — http://www.jerkbait.ru/forum/index.php?topic=16.1065
Отмечу один очень важный момент. В связи с тем что нет единого стандарта на размер обжимных трубочек и соответственно инструмента, трубочки и инструмент для обжима крайне желательно применять одного и того же производителя.
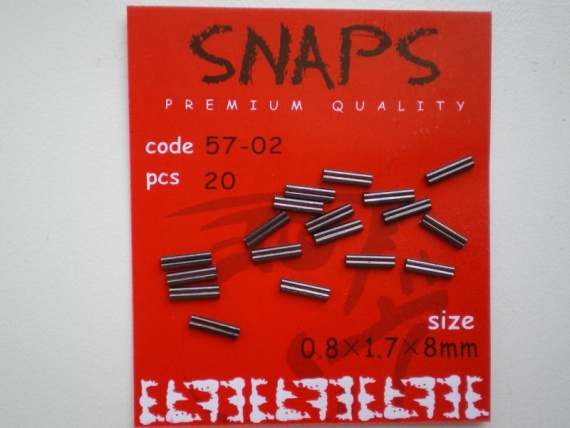
Кримповка поводков из мононити не так так проста как кажется на первый взгляд. Использование двойных обжимных трубочек и инструмента AFW положительных результатов не дало. Разрывная нагрузка поводков из отечественного нитинола диаметром 0,7 мм оказалась в пределах 22,5-30 кг при заявленной разрывной нагрузке проволоки в 50 кг. Очевидно что сил трения между материалами трубочки и проволоки явно недостаточно для обеспечения приемлемой разрывной нагрузки поводка хотя бы 40 кг. При тестировании на разрывной машине кончик проволоки всегда выскакивал из обжатой трубочки. Дополнительное заведение кончика проволоки в трубочку положительно сказалось на разрывной нагрузке. Удалось добиться результата 45-48 кг. Но тут же появились следующие негативные моменты. Во первых пришлось применять трубочки с внутренним диаметром около 1,5 мм, что добавило к весу поводка дополнительно 0,3-0,4 гр. Во вторых после кримповки петельки смотрят куда-то в сторону. В общем-то вид поводка какой-то не товарный получился. В результате многочисленных экспериментов с различными видами обжимного инструмента и трубочками я выбрал довольно оригинальный способ кримповки двумя двойными обжимными трубочками производства EXSTREMEFISHING. На авторство не претендую, т.к. данный способ кримповки давно применяется при производстве электротехнических работ для соединения встык электрических проводов находящихся под механическими нагрузками. Естественно пришлось заказать и приобрести необходимый инструмент. Тест поводка обжатого одинарной обжимной трубочкой с внутренним диаметром 1,4 мм и длиной 10 мм – 39,46 кг, а обжатого двумя двойными трубочками 0,8х1,7х8 мм – от 41 до 47 кг. В принципе достаточно было бы применить двойную трубочку длиной 10-12 мм, но к сожалению в продаже имеются трубочки длиной 6 или 8 мм. Так что выбирать пришлось из того что имеется в российских магазинах. Вес поводка – 1,3 гр, с застёжкой STRINGEASE STAY-LOCK №4 – 1,8 гр.


Некоторые результаты тестирования поводков на разрывной машине. 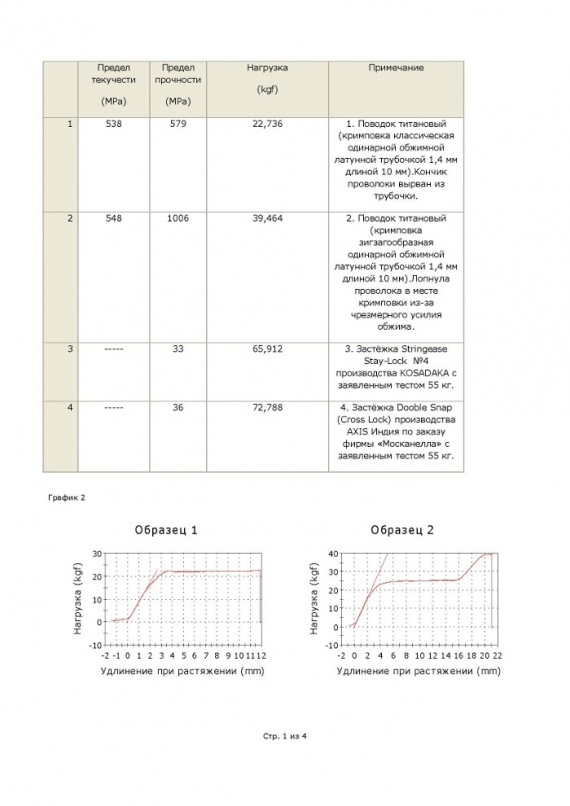
Подбирая усилие обжима, а инструмент позволяет это сделать, в серийном производстве удалось получить практически одинаковую разрывную нагрузку поводков около 45 кг. Очень небольшие отклонения могут иметь место, потому что ни один производитель материала не в состоянии добиться одинакового качества проволоки по всей длине. Место обжима защищено высококачественной термоусадочной трубкой производства DSG-Ganusa GmbH (ФРГ). Конечно использование термоусадки вопрос спорный. Скорее всего это вопрос эстетики, но как говорится каши маслом не испортишь.
И ещё один способ изготовления поводков. Это скрутка в 2-3 витка и последующий обжим одинарной тонкостенной трубочкой с внутренним диаметром 1,6 мм и длиной 10 мм. Здесь правда есть одна тонкость. Изготовить скрутку из нитинола практически невозможно. Но что не по силам зарубежным рыболовам, по силам российским. Выход из положения весьма прост. На необходимую длину 34-35 мм кончик проволоки отжигается и становится довольно пластичным. Температура отжига примерно 550-600 градусов по Цельсию. На глаз цвет нагретой проволоки светло-вишнёвый. Для данной процедуры можно использовать любую газовую минигорелку. Главное не перегреть проволоку. При перегреве материал AFW становится очень мягким, примерно как медная проволока, а российский хрупким как стекло.

Отожжённый кончик проволоки складывается вдвое, зажимается в тиски с наклеенными на губки пластинками из алюминиевого сплава для предотвращения повреждения проволоки и с помощью аккумуляторного шуруповёрта с зажатым в патрон шестигранным угловым ключом на 2 мм делается скрутка 2-3 витка. Далее на скрутку одевается трубочка и обжимается инструментом. Аналогично изготавливается и второй кончик поводка, только перед изготовлением скрутки не забывать на проволоку надевать обжимную трубочку. Т.к. я использую термоусадку диаметром 4 мм с коэффициентом усадки 4:1, она легко одевается через изготовленные петельки поводка и в дальнейшем с помощью промышленного фена усаживается на обжатую трубочку. Результаты тестирования вполне приемлемые. Тест на разрыв около 45 кг. Но поводки этого типа менее технологичны в серийном производстве. Поэтому я их изготовил всего 10 шт. Пять были пропущены через машину, а остальные тестирую в реальных условиях на рыбалках.


В серийное производство помимо классических поводков запустил поводки со скруткой. Технология изготовления описана выше. Для изготовления колечка, к которому привязывается шнур используется шестигранный угловой ключ на 2 мм, а для второго колечка ключ на 4 мм. Количество витков на скрутке равно шести. Больше не имеет никакого смысла. Тест в пределах 45 кг. Преимущество данного данного поводка очевидны. Первое – высокая прочность и надёжность, второе – малый вес (поводок длиной 30 см весит 0,94 гр), третье – отсутствие дополнительных элементов типа застёжки и вертлюжка.

Уверен в том, что подавляющее большинство рыбаков, использующие и спиннинг и джербейты начинали с использования именно таких поводков, да и продолжают их использовать. Лично я в спиннинге более сорока лет использую данный тип поводков и ни разу ни в каких условиях они не подводили. Коротко о застёжках. На сегодняшний день безусловно лучшими являются оригинальные застёжки STRINGEASE STAY-LOCK №4 или 4,5. Номер пять пожалуй великоват, ну разве на Багамах сгодятся таскать тунца или мелких акул. Своему заявленному тесту они полностью соответствуют.
Титановые поводки — преимущества и изготовление

П оводки для спиннинговых приманок — одна из наиболее часто обсуждаемых тем в среде рыболовов. Причем, какие бы новые материалы ни появлялись — фторкарбон, тросики 7×7 и их варианты, все же большинство поклонников спиннинга упорно сохраняют приверженность простому отрезку гитарной струны.
Однако и у этой стальной проволоки есть свои слабости — прежде всего сталь подвергается коррозии, т.е. ржавеет; высокий удельный вес стали; деформация при перегибах и т.д. Всех этих недостатков лишены поводки из титанового сплава.
Преимущества титановых поводков перед другими материалами.
У титановых поводков преимуществ несколько:
- титан очень легкий металл, его удельный вес почти вдвое меньше, чем стали. Вследствие чего, титановый поводок нисколько не меняет «плавучесть» таких приманок, как воблеры. Известно, что любой стальной поводок (из проволоки или тросика) может превратить плавающий воблер в суспендер или даже сделать его тонущим в зависимости от размера;
- прочностные характеристики у титановых сплавов выше, чем у сплавов железа, поэтому поводок из титанового сплава можно делать тоньше, чем стальной, без потери прочности на разрыв;
- отсутствие «памяти» у титанового поводка, то есть остаточной деформации после снятия нагрузки.
Как изготовить титановый поводок самостоятельно?
Не так давно в продаже появился поводковый материал от американской компании AFW — бухточки титановой проволоки из которых можно изготовить очень прочный поводок любой длины (прочность на разрыв указана на упаковке).Поводки можно изготовить двумя способами — просто привязать вертлюжок и карабин двойным узлом, с последующим его укреплением термоусадочной трубочкой (см. рис) и с помощью обжимных трубочек. Титановые поводки с узлами и «термоусадкой» по прочности и долговечности не уступают поводкам с заделкой петель с помощью обжимных трубочек.
Изготовление титановых поводков с помощью обжимных трубочек:
- для изготовления титановых поводков потребуются: а — титановая проволока; в — бочоночный вертлюжок; с — застежка с двойным замком; d — обжимные трубочки; е — щипцы для обжимных трубочек;
- сначала отрезают кусок проволоки длиной 40-50 см. и надевают на него обжимную трубочку, а затем бочоночный вертлюжок;
- конец проволоки сгибают и вставляют в обжимную трубочку. Эти элементы должны быть подобраны так, чтобы проволока плотно сидела в трубочке;
- петлю из проволоки туго затягивают. Конец проволоки не должен выступать из обжимной трубочки;
- обжимную трубочку плотно сжимают с помощью специальных щипцов;
- на противоположный конец проволоки надевают обжимную трубочку, застежку с двойным замком и конец проволоки вставляют в обжимную трубочку;
- проволочную петлю затягивают так, чтобы конец проволоки выглядывал из обжимной трубочки, и трубочку плотно сжимают щипцами;
- титановый поводокс бочоночным вертлюжком готов для крепления на основной леске, а застежка с двойным замком — для соединения с приманкой.
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов