- Технология самостоятельного изготовления штампа для блесен. Как сделать блесну.
- Изготовление самодельных блесен штампом, изготовление штампа, отливка пуансона и матрицы, штамповка блесен.
- Изготовление самодельных блесен штампом, изготовление штампа, отливка пуансона и матрицы, штамповка блесен.
- Отливка пуансона и матрицы для изготовления самодельных блесен штампом.
- Изготовление самодельных блесен методом штамповки.
- Создание матрицы для небольшой блесны
- Предыстория
- Создание матрицы
- Этап 01: Оттиск лицевой стороны блесны
- Этап 02: Оттиск подложки
- Этап 03: Заготовка для блесны
- Изготовление блесны
- Самодельные блесна своим штампом
Технология самостоятельного изготовления штампа для блесен. Как сделать блесну.
Хотя полки магазинов завалены приманками, иногда самая любимая приманка — та, которую изготовил собственными руками, а главное — на которую и хорошо ловится.
Технология самостоятельного изготовления штампа для колеблющихся блесен следующая.
Берется прямоугольный (лучше геометрически точно) кусок мягкого дерева (легче всего обработать кусок от сосновой доски). К концу куска дерева крепится любимая блесна — естественно без заводных колец — с помощью мелких шурупов через отверстия для колец. У блесны внешняя сторона на поверхности. Обведем карандашем вокруг блесны и получим линию, описывающую форму блесны. Откручиваем блесну и из дерева делаем конус, к которому потом с одной стороны обратно прикрутим блесну, а с другой стороны прикрутим рейки из дерева. Свободное пространство между блесной и деревом, а также все щели и неровности на конусе замазываются пластилином, а потом конус и блесна поверху замазывается литолом или какой-нибудь другой смазкой. Делается это для того, чтобы модель не липла к гипсу.
 |
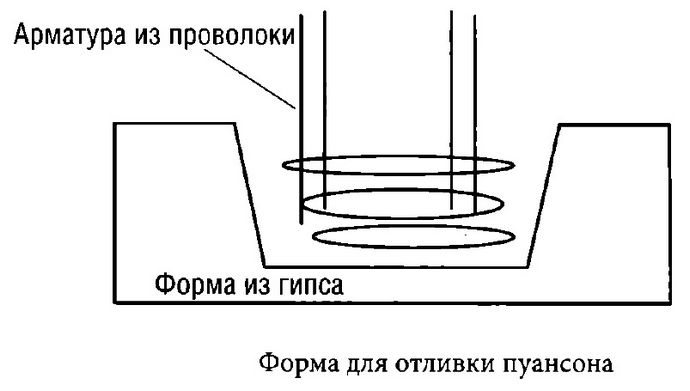
Берется пустая коробка, например от маргарина, и заливается жидким гипсом. В нее погружается конус модели, а рейка опирается на края коробки. Единственно необходимо заранее подсчитать длину конуса и глубину коробки. От поверхности блесны до дна коробки желательно оставить 2 — 3 см, естественно по длине блесна тоже должна помещаться в коробку. В принципе лучше сначала подобрать коробку необходимых размеров, а потом изготовить конус.Неплохо в гипс погрузить тонкую проволоку — арматуру для прочности формы. После отвержения гипса (от 6 часов) можно конус удалить, а блесну снять, очистить от смазки и пластилина и снова использовать на рыбалке (можно и так — одолжить у друга на денек его любимую блесну, снять копию и вернуть обратно). Форма для отливки пуансона готова.
Полученная гипсовая форма смазывается литолом и изготавливается арматурный каркас из проволоки. Оставляем концы проволоки длиной 10-15 см, которые потом будем использовать для крепления. Форму заливаем гипсом. После отвержения готовый гипсовый конус удаляется — для этого используются свободные концы проволоки. Если форма конуса изготовлена неточно, то может и не получиться извлечениеотливки конуса из формы. Форма для отливки матрицы готова. Если необходимо — можно прочистить следы шурупов, которыми крепилась блесна при изготовлении модели.
 |
Отливка пуансона проста — гипсовая форма заливается алюминиевым сплавом. Первая отливка обычно плохо получается — пока гипсовая форма не нагрелась. Гипс выдерживает 4-5 оливок из которых можно получить пуансон нормального качества.
Для отливки матрицы берется железная посуда, сверху накладывается рейка из железа к которой с помощью свободных концов проволоки крепится гипсовый конус. Необходимо следить, чтобы крепление было параллельно рейки. Форма заливается алюминиевым сплавом. Обычно уже вторая отливка получается хорошей.
 |
Обработка готовой матрицы. Края матрицы обычно закруглены и их можно почистить острым резаком. Пуансон необходимо обработать напильником, чтобы входил в матрицу (по теории получается толще). Алюминий довольно легко обрабатывается.
 |
Металлургия — это самая большая проблема, т.к. все остальное можно сделать и в домашних условиях. С отливкой мне помогли в знакомой мастерской. Чтобы расплавить алюминиевые сплавы нужна высокая температура. Ее можно получить при сжигании каменного угля при дополнительной подаче вентилятором воздуха. Можно использовать и печи сентрального отопления, работающие на каменном угле или мазуте. Источник алюминия — старые блоки цилиндров и поршни от мотоциклов. Можно повторно использовать и отбракованныематрицы. Хорошей посудой для литья является чугунная шапка от газового баллона с приваренной длинной трубой в качестве ручки.
Штамповка блесны — самая приятная часть процесса ее изготовления. Сначала изготавливается шаблон, по которому вырезается заготовка блесны. Заготовка вкладывается в матрицу, накрывается пуансоном и одним ударом большого молотка блесна готова. Блесны штампуются нормально из меди и латуни толщиной до 2,5 — 3,0 мм, т.к. алюминиевый сплав довольно прочный. Таким способом можно изготавливать и двухсторонние блесны из разных металлов. Заготовки штампуются отдельно, потом просверливаются в двух местах и скрепляются двумя заклепками, а форма готовой блесны корректируется окончательной штамповкой.
Изготовление самодельных блесен штампом, изготовление штампа, отливка пуансона и матрицы, штамповка блесен.
Кроме самодельных блесен изподручных материалов, их можно еще изготавливать штампом, создав свою форму для штамповки. Хотя сам процесс изготовления такой формы достаточно трудоемок, он себя вполне оправдывает, так как с помощью описанной технологии можно сделать любое количество прекрасных самодельных блесен, аналогичных вашим любимым.
Изготовление самодельных блесен штампом, изготовление штампа, отливка пуансона и матрицы, штамповка блесен.
Штамп для самодельных блесен изготавливается следующим образом. Берется прямоугольный кусок мягкого дерева, напримерсосновой доски. К его концу шурупами через отверстия для заводных колец крепится блесна, естественно, без них. Далее следует обвести карандашом контур блесны. Теперь можно открутить блесну и из дерева сделать конус, к которому потом с одной стороны опять прикрутить блесну. С другой стороны следует прикрутить рейки из дерева.

Свободное пространство между блесной и деревом, а также все щели и неровности на конусе замазываются пластилином, а конус и блесна смазываются литолом или какой-нибудь другой смазкой. Делается это для того, чтобы модель не прилипала к гипсу.
Пустая коробка подходящего размера заливается жидким гипсом. Конус модели погружается в нее так, чтобы рейка опиралась на края коробки. Обратите внимание, что от поверхности блесны до дна коробки желательно оставить 2—3 см. Хорошо в гипс положить тонкую проволоку — арматуру для прочности формы. После отвердения гипса конус можно удалить — форма для отливки пуансона готова.
Блесну можно снять, очистить отсмазки и пластилина и снова использовать на рыбалке. Полученная гипсовая форма смазывается литолом, изготавливается арматурный каркас из проволоки. Концы проволоки длиной 10—15 см обрезать не нужно — позже они будут использованы для крепления.
Отливка пуансона и матрицы для изготовления самодельных блесен штампом.
Полученную форму нужно залить гипсом. После отвердения готовый гипсовый конус удаляется — для этого и используются оставленные концы проволоки. Если вы все сделали правильно, то форма для отливки матрицы готова. Теперь, если необходимо, можнопрочистить следы шурупов, которыми крепилась блесна при изготовлении модели.
Отливка пуансона проста — гипсовая форма заливается алюминиевым сплавом. Первая отливка обычно получается плохо — пока гипсовая форма не нагрелась. Гипс выдерживает 4—5 отливок, из которых можно выбрать пуансон нормального качества.

Для отливки матрицы беретсяжелезная посуда, сверху накладывается рейка из железа, к которой с помощью свободных концов проволоки крепится гипсовый конус. Необходимо следить, чтобы крепление было параллельно рейке. Форма заливается алюминиевым сплавом. Обычно уже вторая отливка получается достаточно качественной.
Края получившейся матрицы обычно закруглены, и их можно подчистить острым резаком. Пуансон же необходимо обработать напильником, чтобы входил в матрицу. Алюминий довольно легко обрабатывается.

Металлургия в описываемом методе — самое сложное. Все остальное можно сделать в домашних условиях, а вот расплавить алюминий в домашних условиях трудновато — слишком высока температура плавления. Но, поискав, вы наверняка сможете найти мастерскую, где вам помогут с этой проблемой. Алюминиевое сырье для производства такой матрицы — старые блоки цилиндров и поршни от мотоциклов. Можно повторно использовать и отбракованные матрицы.
Изготовление самодельных блесен методом штамповки.
После того как вы изготовили матрицы для штамповки, изготовление самих блесен не представляет никакой сложности. Сначала изготавливается шаблон, по которому вырезается заготовка блесны. Заготовка вкладывается в матрицу, накрывается пуансоном, и одного удара тяжелого молотка для изготовления блесны вполне достаточно.
Блесны штампуются из меди и латуни толщиной до 2,5—3,0 мм. Таким способом можно изготавливать и двухсторонние биметаллические блесны. Заготовки штампуются отдельно, потом сверлятся и скрепляются двумя заклепками. Форма готовой блесны корректируется окончательной штамповкой.
По материалам книги «Рыбацкие снасти и охотничье снаряжение своими руками. Изготовление и ремонт».
Сторожев Константин.
Создание матрицы для небольшой блесны
Хочу поделиться с Вами способом создания матрицы для тиражирования небольшой блесны из меди.
Предыстория
В самом начале пути в мир спиннинговой ловли был момент, когда казалось, что у меня есть та заветная блесна, которая всегда ловит. Не удивительно, что такой блесной стала китайская вариация известной уловистой блесны DAM Effzett в размере 32мм. При небольшом весе блесна имеет хорошую явно выраженную игру, а медная расцветка на тот момент нравилась как форели, так и щуке, на платных водоемах. Все бы было хорошо, но по своей глупости обрывал я ее очень быстро. Потом покупал новую, опять обрывал и так по кругу. В какой-то момент, я задумался о ее тиражировании…
Создание матрицы
Так как изначально я планировал делать блесну из меди, то я решил, что при таких небольших размерах и при таком материале можно попробовать использовать не очень твердый материал для матрицы. Так появилась мысль сделать матрицу из «холодной сварки».
Этап 01: Оттиск лицевой стороны блесны
В закромах находим небольшой пластиковый лоток чуть больше размера блесны (в моем случае это часть коробки, в которой находились шурупы, прилагаемые к металлическому порожку) и деревянный брусок. Желательно, чтобы при таком размере и форме блесны оттиск (полу-матрица) имел толщину не менее 8мм для обеспечения достаточной прочности. В качестве разделительного слоя «накрываем» блесну пищевой пленкой. «Прибиваем» (фиксируем) блесну в лотке. Гвозди станут в будущем направляющими, по которым будет скользить ответная часть матрицы. Заполняем лоток «холодной сваркой», хорошо ее проминаем, чтобы она заполнила все полости, и формируем снаружи ровную поверхность. После того, как «холодная сварка» застыла, аккуратно извлекаем «полуформу».
Этап 02: Оттиск подложки
Укладываем блесну в оттиск лицевой части, накрываем пищевой пленкой и смазываем гвозди вазелином или жирным кремом. Накладываем еще один замес «холодной сварки», проминаем, и сверху прижимаем освободившимся лотком, чтобы гвозди попали в отверстия лотка и снаружи сформировалась ровная поверхность. Теперь оттиск подложки блесны находится в лотке. После застывания «холодной сварки» аккуратно разъединяем части и извлекаем блесну. При необходимости удаляем излишки «холодной сварки» и обрезаем гвозди так, чтобы при сложенных двух частях они не выступали наружу.
Этап 03: Заготовка для блесны
Медную заготовку для «штамповки» можно сделать из соединительной медной муфты под пайку диаметром 22 со стенкой 1мм. Цена муфты до 30 рублей. Из нее точно можно получить пару заготовок. С помощью малярного скотча можно сделать шаблон по имеющейся блесне и уже по шаблону вырезать из муфты заготовки. В заготовке сверлим два отверстия, которые, во-первых, будут центровать заготовку в матрице, а во-вторых, размещать заводное кольцо и застежку в готовой блесне.
Изготовление блесны
Перед «выдавливаем» блесны в матрице нужно отжечь заготовку. Нагреваем заготовку до малинового цвета и сразу охлаждаем в воде. Характерный свист/писк при погружении заготовки в воду говорит о том, что нагрев был достаточным. Таким образом заготовка из меди становится мягче. Устанавливаем заготовку блесны в матрицу на гвозди-штифты, накрываем ответной частью и постепенно зажимаем в тисках до соприкосновения половинок матрицы. Разбираем матрицу и извлекаем блесну. Так как форма блесны простая, то при необходимости ее можно легко подкорректировать молотком.
Если Вы планирует оставить медный цвет, то чтобы медь не окислилась после того, как блесна доведена до нужного блеска, ее необходимо покрыть лаком. Если планируете красить, то лучше предварительно загрунтовать.
Если Вам понравился данный способ «тиражирования» блесны, ставьте «лайк»!
Подписывайтесь на канал и читайте новые статьи о рыбалке, приманках и снастях!
Самодельные блесна своим штампом
До сих пор шла речь о блеснах из подручных материалов. Но можно пойти и дальше, создав форму для штамповки блесен. Хотя сам процесс изготовления такой формы достаточно трудоемок, он себя вполне оправдывает, так как с помощью описанной технологии можно сделать любое количество прекрасных блесен, аналогичных вашим любимым.
Штамп для блесен изготавливается следующим образом.
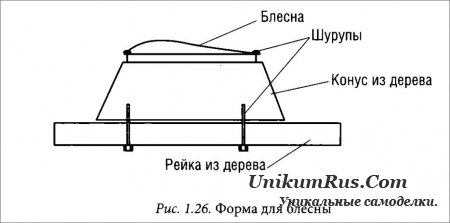
Берется прямоугольный кусок мягкого дерева, например сосновой доски. К его концу шурупами через отверстия для заводных колец крепится блесна, естественно, без них. Далее следует обвести карандашом контур блесны. Теперь можно открутить блесну и из дерева сделать конус, к которому потом с одной стороны опять прикрутить блесну. С другой стороны следует при крутить рейки из дерева. Свободное пространство между блесной
и деревом, а также все щели и неровности на конусе замазываются пластилином, а конус и блесна смазываются литолом или какой-нибудь другой смазкой. Делается это для того, чтобы модель не прилипала к гипсу (рис. 1.26).
Пустая коробка подходящего размера заливается жидким гипсом. Конус модели погружается в нее так, чтобы рейка опиралась на края коробки. Обратите внимание, что от поверхности блесны до дна коробки желательно оставить 2—3 см. Хорошо в гипс положить тонкую проволоку — арматуру для прочности формы. После отвердения гипса конус можно удалить — форма для отливки пуансона готова. Блесну можно снять, очистить от смазки и пластилина и снова использовать на рыбалке.
Полученная гипсовая форма смазывается литолом, изготавливается арматурный каркас из проволоки (рис. 1.27).
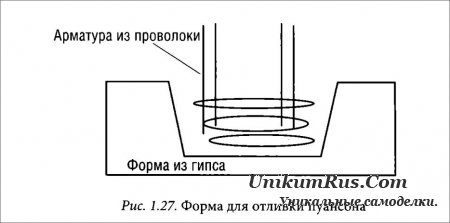
Концы проволоки длиной 10—15 см обрезать не нужно — позже они будут использованы для крепления.
Полученную форму нужно залить гипсом. После отвердения готовый гипсовый конус удаляется — для этого и используются оставленные концы проволоки. Если вы все сделали правильно, то форма для отливки матрицы готова. Теперь, если необходимо, можно прочистить следы шурупов, которыми крепилась блесна при изготовлении модели.
Отливка пуансона проста — гипсовая форма заливается алюминиевым сплавом. Первая отливка обычно получается плохо — пока гипсовая форма не нагрелась. Гипс выдерживает 4—5 отливок, из которых можно выбрать пуансон нормального качества.
Для отливки матрицы берется железная посуда, сверху накладывается рейка из железа, к которой с помощью свободных концов проволоки крепится гипсовый конус (рис. 1.28).

Необходимо следить, чтобы крепление было параллельно рейке. Форма заливается алюминиевым сплавом. Обычно уже вторая отливка получается достаточно качественной.
Края получившейся матрицы обычно закруглены, и их можно подчистить острым резаком. Пуансон же необходимо обработать напильником, чтобы входил в матрицу (рис. 1.29).
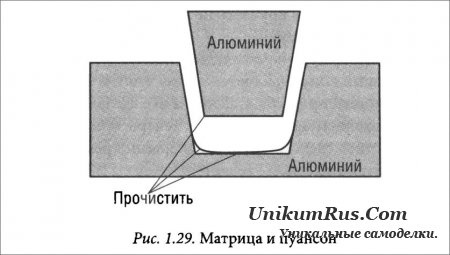
Алюминий довольно легко обрабатывается.
Металлургия в описываемом методе — самое сложное; все остальное можно сделать в домашних условиях, а вот расплавить алюминий в домашних условиях трудновато — слишком высока температура плавления. Но, поискав, вы наверняка сможете найти мастерскую, где вам помогут с этой проблемой. Алюминиевое сырье для производства такой матрицы — старые блоки цилиндров и поршни от мотоциклов. Можно повторно использовать и отбракованные матрицы.
После того как вы изготовили матрицы для штамповки, изготовление самих блесен не представляет никакой сложности. Сначала изготавливается шаблон, по которому вырезается заготовка блесны. Заготовка вкладывается в матрицу, накрывается пуансоном, и одного удара тяжелого молотка для изготовления блесны вполне достаточно. Блесны штампуются из меди и латуни толщи-ной до 2,5—3,0 мм. Таким способом можно изготавливать и двух-сторонние биметаллические блесны. Заготовки штампуются отдельно, потом сверлятся и скрепляются двумя заклепками; форма готовой блесны корректируется окончательной штамповкой.
Этот пост может содержать партнерские ссылки. Это означает, что я зарабатываю небольшую комиссию за ссылки, используемые без каких-либо дополнительных затрат для вас. Дополнительную информацию смотрите в моей политике конфиденциальности.