Изготовление пуансона для блесны

Любой спиннингист, имеющий опыт в ловле спиннингом, не раз мог бы привести случаи из своей рыболовной практики, когда любые приманки, соблазняющие щуку или окуня на поклёвку имели нулевые результаты.
И вот попадается под руку вращающаяся блесна и тут же пошли тычки и поклёвки.
К сожалению, как и все «классические» блёсны, вращалки имеют такой недостаток, как периодические зацепы и обрывы.
Особенно в тех местах, где и держится сам хищник, в кустах и корягах.
Совсем несложная технология — и вы сможете в долгие зимние вечера существенно увеличить свой рыбацкий арсенал приманок. Итак.
Матрицу и пуансон, составляющие вместе простейший штамп для изготовления лепестка вращающейся блесны, можно сделать из дверной (или оконной) петли.
В одной из створок петли вырезают (сверлением по контуру с последующей обработкой круглым напильником) отверстие, по форме повторяющее выпуклую часть лепестка.
Так получают матрицу.
Пуансон делают следующим образом. С лепестка снимают пластилиновый слепок и заливают его гипсом.
В полученную гипсовую форму заливают смесь эпоксидной смолы с речным песком (1:1) и сверху прижимают стеклом. Рис.1

Затвердевшую модель наклеивают клеем «Момент» на вторую створку петли так, чтоб отверстие (матрица) совпадало с выпуклой частью модели (пуансона).
Отступив от края отверстия матрицы по продольной оси симметрии на 4 миллиметра, делают углом зубила насечку-заусеницу — на этом месте будет потом отверстие в лепестке.
Пластину листового металла (мягкая латунь, мельхиор) толщиной 0,6 миллиметра кладут на матрицу, накрывают пуансоном, зажимают все это в тисках и затем обрезают излишки металла. Рис 2 .

Если штамп выполнен с высоким качеством, лепесток получается абсолютно симметричным, слегка выпуклым, с хорошо проработанной линией перехода от выпуклой к плоской части.
Затем в месте отметки заусеницей сверлят отверстие диаметром 2,5—3 миллиметра и зенкуют его, кромки лепестка округляют, лепесток полируют, при необходимости окрашивают, серебрят.
Скобу, на которой крепят лепесток, делают из проволоки или вырезают из кружка мягкой латуни толщиной 0,5 миллиметра. Рис.3

Интересен способ изготовления конуса-отражателя.
Латунную трубку с внутренним диаметром 0,8—1 миллиметр, наружным — 5—6 миллиметров вставляют в патрон электродрели и фиксируют.
Включив электродрель, трехгранным напильником выбирают из трубки металл и таким образом получают один конус, а второй отделяют от трубки ножовкой.
Грузило, надеваемое на стержень блесны, отливают в гипсовой форме.
Сборку осуществляют в следующем порядке.
На проволоку для стержня надевают скобу с лепестком, бусинку, конус-отражатель, грузило.
После этого проволоку сгибают в петлю, надевают тройник, свободный конец проволоки пропускают снова через отверстие грузила и на выходе вверху остаток отрезают кусачками.

Верхний конец стержня сгибают в кольцо для привязывания блесны к леске. Рис.4
Изготовление пуансона для блесны
Методы изготовления блесен .
Как уже было сказано, изготовление искусственных рыболовных приманок, в том числе и металлических блесен, не требует от рыболова особой квалификации.
Не требуется также специального инструмента и приспособлений. Каждый может, получив небольшой навык, изготовить не только известные приманки, но и сконструированные лично им.
Любительских методов изготовления металлических блесен много. Рассмотрим некоторые из них.
1. Матрицу отливают из свинца , а пуансон — по матрице из более легкоплавкого металла или сплава (припои ПОС-61, ПОС-40).
В металлическую коробочку, размером несколько большим, чем блесна, до половины наливают расплавленный свинец.
Блесну, которую необходимо скопировать (или модель новой блесны из алюминия), вдавливают в еще не затвердевший свинец так, чтобы она погрузилась в него всей выпуклой поверхностью.
Когда свинец полностью остынет, блесну извлекают и проверяют четкость отпечатка. Если он неудачен, то процесс повторяют до получения четкого отпечатка.
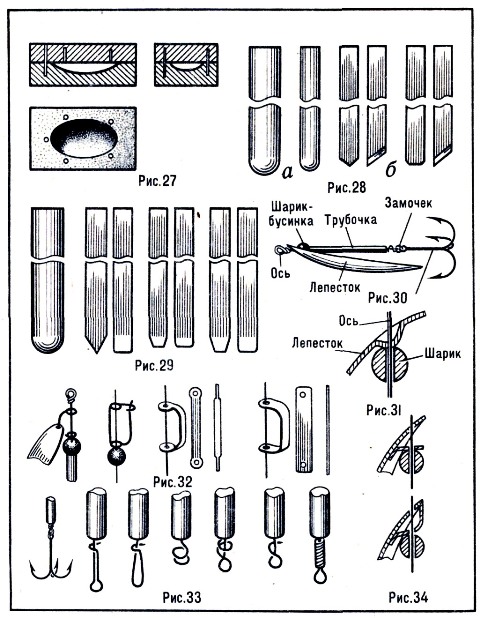
Полученную матрицу (рис. 27) и бортики коробки (она должна быть из нелуженой жести) покрывают графитом.
Для этого используют простой карандаш твердостью Т или ТМ. Если нет подходящей коробочки из металла, то ее склеивают из нескольких слоев бумаги, используя силикатный конторский клей (жидкое стекло).
Внутреннюю поверхность коробочки промазывают клеем несколько раз.
Покрытую графитом матрицу заливают расплавленным припоем (ПОС-61, ПОС-40). После остывания пуансон и матрицу извлекают из коробочки. Инструмент готов.
Работа по изготовлению блесны заключается в следующем. Из отожженного листа меди или латуни вырезают заготовку будущей блесны, делая ее контуры на 1—1,5 мм больше контуров углубления матрицы.
Заготовку помещают точно над углублением матрицы. Для того чтобы заготовка не сдвигалась с места, необходимо поместить на матрице 3—4 штифта, которые фиксировали бы заготовку.
Сверху на заготовку наставляют пуансон и ударами тяжелого молотка выгибают заготовку, чтобы она приняла форму матрицы.
Недостатки метода: невозможность изготовления блесен из толстого листового металла; большой процент брака (перекосы, «гармошки» и т. п.); для изготовления новых блесен нужна модель, т. е. оригинал блесны.
Достоинства: относительно высокая точность копирования блесен; легкость изготовления инструмента — матрицы и пуансона (этого инструмента хватает, чтобы изготовить до полутора десятков блесен).
2. Матрицу делают из дерева , а пуансон из олова, припоев, типографского сплава (гарта) и т. п.
Древесина для изготовления матрицы должна быть довольно твердой. Лучше всего для этих целей подходит бук, можно использовать и дуб.
В деревянном бруске с помощью полукруглых и плоских стамесок делают углубление, соответствующее внешней поверхности будущей блесны.
Контроль готовности углубления матрицы ведут так. В углубление запрессовывают пластилин и затем осторожно его извлекают. По оттиску судят о готовности матрицы. Когда углубление матрицы будет готово, его покрывают графитом.
Пуансон делают так же, как и при первом методе, да и процесс изготовления блесны тоже ничем не отличается. К матрице же силикатным клеем приклеивают бумажный буртик.
Недостатки метода: большой процент брака; недолговечность матрицы (разрушается после получения 5—10 блесен); низкая точность копировки блесны; нельзя делать блесны из толстого металла.
Достоинства: относительная легкость изготовления инструмента; возможность изготовления новых блесен (можно фантазировать на ходу).
3. Матрицу делают из дерева , а вместо пуансона применяют несколько специальных правилок.
Матрицу изготавливают так же, как и при втором методе.
Правилки представляют собой отрезки металлического пруткового материала диаметром 4, 6, 8 и 10 мм, закругленные на рабочем конце (рис. 28, а). При изготовлении граненых блесен рабочие концы одной-двух правилок должны быть гранеными (рис. 28, б).
Процесс изготовления блесны следующий. Вырезают заготовку будущей блесны с припуском 1 —1,5 мм. Ее укладывают на углубление матрицы, причем диаметр правилки берут соответствующим углублению матрицы.
В узких местах заготовку обрабатывают правилками малого диаметра и наоборот. Если металл правильно отожжен, то процесс протекает достаточно быстро.
Если у концов блесны или по всей поверхности есть грани, то окончательно заготовку обрабатывают гранеными правилками.
Блесна считается готовой, когда поверхность блесны полностью повторяет углубление матрицы.
Недостаток метода: нельзя делать блесны из металла толще 0,5—0,7 мм.
Достоинства: относительная легкость изготовления инструмента; можно делать новые блесны; почти нет брака; при изготовлении блесен можно по ходу работы вносить коррективы.
4 . Матрицу изготавливают из дерева . Роль пуансона выполняют специальные бойки. Бойки похожи на правилки предыдущего метода, но их делают из более толстого пруткового материала диаметром 20, 25 и 30 мм. Конец одного бойка делают граненым (рис. 29).
Боек со сферическим концом с успехом заменяют массивным зубилом или стамеской, тыльный конец которых закруглен. Используют также молотки с круглым бойком.
Надо заметить, что при небольшом навыке углубление матрицы по этому методу не обязательно делать точно похожим на будущую блесну.
Можно обходиться двумя ложкообразными углублениями (одно немного меньше другого) и получать при этом любые очертания блесен.
Изготовление блесны начинают с заготовки. Ее вырезают с припуском 1,5—2 мм обязательно из отожженного металла толщиной до 3 мм.
Заготовку помещают на углубление матрицы и легкими частыми ударами соответствующих бойков придают необходимую форму.
Сомнения, что по этому методу нельзя изготовить хорошие блесны, не имеют оснований.
Двадцатилетний опыт и практика автора подтверждают это. Правда, тонкие блесны (вращающиеся, зимние, мелкие блесенки и т. п.) им изготовляются по третьему методу.
Недостатки метода: есть небольшой процент брака; низкая точность копировки блесен.
Достоинства: легкость изготовления инструмента; можно конструировать и изготовлять новые блесны; можно применять металл любой толщины; легкость изготовления блесен; при работе можно на ходу вносить коррективы в форму блесен.
Рассмотрев четыре основных метода изготовления блесен, необходимо сделать небольшое отступление для разговора о новейших материалах, идущих на приготовление инструмента.
Свойства некоторых пластмасс во много раз превосходят свойства древесины и некоторых металлов.
Легкость изготовления из самотвердеющих пластмасс инструмента и оснастки (а в дальнейшем, мы увидим, и самих приманок) делают эти пластмассы очень перспективными.
Эпоксидная смола холодного отвердения имеет высокие механические качества. При замешивании смолы для экономии в нее можно в определенной пропорции добавлять наполнитель, что одновременно несколько повышает ее прочность.
Фенолоформальдегидно-полиамидные смолы несколько хуже по механическим данным, чем эпоксидные. В процессе отвердения отливку из смолы необходимо выдерживать в среде с повышенной температурой.
Акрилаты — пластмассы, которые в последнее время в силу своих повышенных механических свойств получили широкое распространение. Акрилаты горячего отвердения (АРК-7, этакрил и др.) приготовляются по следующей технологии.
Порошок, входящий в комплект пластмассы, смешивают с жидкостью (мономером) в пропорции, указанной в прилагаемой инструкции (или на упаковке), некоторое время выдерживают — пластмасса «созревает»— и затем набивают в гипсовую форму.
Половинки формы надежно скрепляют (обычно обматывают проволокой), опускают в воду, доводят ее до кипения и выдерживают в кипятке около 1 ч.
Охлаждают форму вместе с водой, затем раскрывают и извлекают из нее готовую пластмассовую деталь.
Детали из пластмасс холодного отвердения (АСТ, стиракрил, протакрил, акрил, родонт и др.) делают по той же технологии, но без процесса термообработки в кипящей воде.
Эти пластмассы отверждаются при комнатной температуре в течение нескольких часов.
Все упомянутые акрилаты рыболовы применяют для изготовления вспомогательного оборудования, ремонта снастей и для изготовления некоторых искусственных рыболовных приманок.
Рассмотрим теперь возможность применения пластмасс в уже приведенных методах изготовления блесен.
В первом методе матрицу и пуансон делают из пластмассы.
Подготовленную сметанообразную пластмассу АСТ-Т заливают в коробочку до половины и в ней делают оттиск блесны. Поверхность последней смазывают мыльным раствором или раствором воска в скипидаре.
Примерно через час, когда матрица из пластмассы затвердеет, блесну извлекают. Поверхность матрицы смазывают мыльным или восковым раствором.
После высыхания такого разделительного слоя сверху на матрицу заливают вторую порцию сметанообразной пластмассы. После затвердения инструмент готов.
Во втором методе из пластмассы делают пуансон, а матрицу из древесины.
В третьем и четвертом методах матрицу делают из самотвердеющей пластмассы. При конструировании новых блесен модель делают в натуральную величину из воска, парафина или стеарина, а затем делают оттиск такой моделью на пластмассе, т. е. воспроизводят матрицу по модели.
Кроме рассмотренных четырех методов изготовления блесен есть и другие, но более трудоемкие при изготовлении инструмента.
Например, метод, когда пуансон делают из стали а матрицу выбивают самим пуансоном в свинце. Здесь изготовление пуансона трудоемкий процесс, требующий квалификации.
Метод, где пуансон стальной, а матрицу отливают из силумина (алюминия и т. д.), тоже труден в исполнении.
Становится ясно, что в каждом отдельном случае выбирают наиболее подходящий метод.
Например, для изготовления блесны по образцу используют первый метод (или третий и четвертый при пластмассовой матрице). Для изготовления новых блесен пользуются третьим и четвертым методами.
Создание матрицы для небольшой блесны
Хочу поделиться с Вами способом создания матрицы для тиражирования небольшой блесны из меди.
Предыстория
В самом начале пути в мир спиннинговой ловли был момент, когда казалось, что у меня есть та заветная блесна, которая всегда ловит. Не удивительно, что такой блесной стала китайская вариация известной уловистой блесны DAM Effzett в размере 32мм. При небольшом весе блесна имеет хорошую явно выраженную игру, а медная расцветка на тот момент нравилась как форели, так и щуке, на платных водоемах. Все бы было хорошо, но по своей глупости обрывал я ее очень быстро. Потом покупал новую, опять обрывал и так по кругу. В какой-то момент, я задумался о ее тиражировании…
Создание матрицы
Так как изначально я планировал делать блесну из меди, то я решил, что при таких небольших размерах и при таком материале можно попробовать использовать не очень твердый материал для матрицы. Так появилась мысль сделать матрицу из «холодной сварки».
Этап 01: Оттиск лицевой стороны блесны
В закромах находим небольшой пластиковый лоток чуть больше размера блесны (в моем случае это часть коробки, в которой находились шурупы, прилагаемые к металлическому порожку) и деревянный брусок. Желательно, чтобы при таком размере и форме блесны оттиск (полу-матрица) имел толщину не менее 8мм для обеспечения достаточной прочности. В качестве разделительного слоя «накрываем» блесну пищевой пленкой. «Прибиваем» (фиксируем) блесну в лотке. Гвозди станут в будущем направляющими, по которым будет скользить ответная часть матрицы. Заполняем лоток «холодной сваркой», хорошо ее проминаем, чтобы она заполнила все полости, и формируем снаружи ровную поверхность. После того, как «холодная сварка» застыла, аккуратно извлекаем «полуформу».
Этап 02: Оттиск подложки
Укладываем блесну в оттиск лицевой части, накрываем пищевой пленкой и смазываем гвозди вазелином или жирным кремом. Накладываем еще один замес «холодной сварки», проминаем, и сверху прижимаем освободившимся лотком, чтобы гвозди попали в отверстия лотка и снаружи сформировалась ровная поверхность. Теперь оттиск подложки блесны находится в лотке. После застывания «холодной сварки» аккуратно разъединяем части и извлекаем блесну. При необходимости удаляем излишки «холодной сварки» и обрезаем гвозди так, чтобы при сложенных двух частях они не выступали наружу.
Этап 03: Заготовка для блесны
Медную заготовку для «штамповки» можно сделать из соединительной медной муфты под пайку диаметром 22 со стенкой 1мм. Цена муфты до 30 рублей. Из нее точно можно получить пару заготовок. С помощью малярного скотча можно сделать шаблон по имеющейся блесне и уже по шаблону вырезать из муфты заготовки. В заготовке сверлим два отверстия, которые, во-первых, будут центровать заготовку в матрице, а во-вторых, размещать заводное кольцо и застежку в готовой блесне.
Изготовление блесны
Перед «выдавливаем» блесны в матрице нужно отжечь заготовку. Нагреваем заготовку до малинового цвета и сразу охлаждаем в воде. Характерный свист/писк при погружении заготовки в воду говорит о том, что нагрев был достаточным. Таким образом заготовка из меди становится мягче. Устанавливаем заготовку блесны в матрицу на гвозди-штифты, накрываем ответной частью и постепенно зажимаем в тисках до соприкосновения половинок матрицы. Разбираем матрицу и извлекаем блесну. Так как форма блесны простая, то при необходимости ее можно легко подкорректировать молотком.
Если Вы планирует оставить медный цвет, то чтобы медь не окислилась после того, как блесна доведена до нужного блеска, ее необходимо покрыть лаком. Если планируете красить, то лучше предварительно загрунтовать.
Если Вам понравился данный способ «тиражирования» блесны, ставьте «лайк»!
Подписывайтесь на канал и читайте новые статьи о рыбалке, приманках и снастях!