- Формы для изготовления поплавков с полистирола
- Поплавок из пробки своими руками
- Поплавки для рыболовных сетей из полистирола
- Пенопласт — отличный вариант для создания поплавка
- Формы для изготовления поплавков с полистирола
- Пресс-форма для пенопласта
- Зеркальный Карп на матч. 9кг
- Формы для изготовления поплавков с полистирола
- Пресс-форма для пенопласта
- Материалы
- Материалы, из которых можно сделать поплавок
- Перьевые разновидности
- Применение различных материалов
- Плоский поплавок для течения
- Определение с материалом для изготовления поплавка
- Поплавок своими руками, самодельный поплавок
Формы для изготовления поплавков с полистирола
Поплавок из пробки своими руками
 По схеме изготовления данный поплавок похож на предыдущий. Однако нужно помнить, что материал пробки характеризуется пористостью и при нахождении в воде постепенно становится тяжелее. В связи с этим все крупные отверстия заготовки нужно закрыть, используя водоупорную замазку или альтернативные средства. После этого поплавок обрабатывается наждачной бумагой, обезжиривается и красится. В сделанное продольное отверстие вставляется стержень с петелькой. На конце петли надевается ушко от крупного крючка.
По схеме изготовления данный поплавок похож на предыдущий. Однако нужно помнить, что материал пробки характеризуется пористостью и при нахождении в воде постепенно становится тяжелее. В связи с этим все крупные отверстия заготовки нужно закрыть, используя водоупорную замазку или альтернативные средства. После этого поплавок обрабатывается наждачной бумагой, обезжиривается и красится. В сделанное продольное отверстие вставляется стержень с петелькой. На конце петли надевается ушко от крупного крючка.
Фиксируется такой поплавок с помощью трубки, которая надевается на леску. Отгружается 2-3 грузиками примерно до половины стержня верхней части тела поплавка.
Поплавки такого типа также отличаются высокой чувствительностью и прочностью. Процесс изготовления несложен. Вам потребуется обычная пластиковая трубочка, которая используется в качестве держателя для флажков, воздушных шариков или сладкой ваты.
Поплавки для рыболовных сетей из полистирола
Поплавок для сетей из полистирола, поплавок “шарик” 30 мм, отверстие 3 мм, 1 шт Поплавки можн..
Поплавок для сетей из полистирола, поплавок “шарик” 30 мм, отверстие 3 мм, 100 шт ..
Поплавок для сетей из полистирола, поплавок “шарик” 30 мм, отверстие 3 мм, мешок, 1000 шт Поп..
Поплавок для сетей из полистирола, ПСВС-1 15-20 гр 60х25х6 мм Поплавки можно купить поштучно ..
Поплавок для сетей из полистирола, ПСВС-2 25-30 гр 65х25х8 мм Поплавки можно купить поштучно ..
Поплавок для сетей из полистирола, ПСВС-3 35-40 гр 85х30х8 мм Поплавки можно купить поштучно ..
Поплавок для сетей из полистирола, ПСВС-4 80-90 гр 110х35х8 мм Поплавки можно купить поштучно..
Поплавок для сетей из полистирола, ПСВС-5 140-150 гр 150х50х11 мм Поплавки можно купить пошту..
Поплавок для сетей из полистирола, ПСВС-6 190-200 гр 175х60х10 мм Поплавки можно купить пошту..

Плотный поплавок для оснащения рыболовных сетей 80 гр. Поплавок изготовлен из мелкозернистого пе..
Поплавок для сетей из полистирола, ПСВС-1 15-20 гр, 60х25х6 мм, упаковка – 30 шт Стоимость ук..
Поплавок для сетей из полистирола, ПСВС-2 25-30 гр, 65х25х6 мм, упаковка – 30 шт Стоимость ук..
Поплавок для сетей из полистирола, ПСВС-3 35-40 гр, 60х25х6 мм, упаковка – 30 шт Стоимость ук..
Поплавок для сетей из полистирола, ПСВС-4 80-90 гр, 110х35х8 мм, упаковка – 30 шт Стоимость у..
Поплавок для сетей из полистирола, ПСВС-5 140-150 гр, 150х50х11 мм, упаковка – 30 шт Стоимост..
Поплавок для сетей из полистирола, ПСВС-6 190-200 гр, 175х60х10 мм, упаковка – 30 шт Стоимост..
Поплавок для сетей из полистирола, ПСВС-1 15-20 гр, 60х25х6 мм, мешок, 1500 шт Поплавки из вс..
Поплавок для сетей из полистирола, ПСВС-2 25-30 гр, 65х25х8 мм, мешок, 1000 шт Поплавки из вс..
Поплавок для сетей из полистирола, ПСВС-3 35-40 гр 85х30х8 мм, мешок, 500 шт Поплавки из вспе..
Поплавок для сетей из полистирола, ПСВС-4 80-90 гр 110х35х8 мм, мешок, 350 шт Поплавки из всп..
Поплавок для сетей из полистирола, ПСВС-5 140-150 гр 150х50х11 мм, мешок, 100 шт Поплавки из ..
Поплавок для сетей из полистирола, ПСВС-6 190-200 гр 175х60х10 мм, мешок, 50 шт Поплавки из в..

Поплавок для сетей из полистирола, ПСВС-5 140-150 гр 150х50х11 мм, мешок, 100 шт Поплавки из ..
Пенопласт — отличный вариант для создания поплавка
Поплавок из пенопласта делают своими руками чаще всего. Этот вид считается самым известным среди любителей рыбалки. В отличие от других самодельных изделий, он довольно легко делается. Материала на его изготовление требуется по минимуму.

Благодаря особой чувствительности, по поплавку легко определить, клюнула ли рыба. Как правило, такое рыболовное приспособление используют для ловли окуня или щуки.

Вам пригодится знать, как сделать поплавок своими руками. Отметим необходимые средства для работы:
- качественный пенопласт;
- стержень;
- ниппель;
- шлифовальная бумага;
- красочная основа не ярких тонов с повышенной водостойкостью.
В первую очередь следует сделать заготовку изделия. Вырезаем из куска пенопласта форму овала, после шлифуем его шлифовальной бумагой для получения привлекательной формы.

Далее в центре заготовки нужно сделать небольшую дырочку. В неё продеваем тонкую палочку, а сверху помещаем ниппель. Ниже вы можете посмотреть видео изготовления поплавка из пенопласта своими руками.

По своему усмотрению, самоделку можно покрыть выбранным красочным оттенком, либо использовать обычный лак для ногтей.

При покраске следует воздержаться от ярких оттенков, так как они могут вызвать испуг у рыбы. В основном, используют синий или красный цвет. Им окрашивается верхняя часть поплавка.

Низ изделия, находящийся под водой, красят тёмным цветом. После полного высыхания, поплавок закрепляют к снастям.

Из множества приспособлений для рыбалки, особой чувствительностью обладает поплавок, выполненный из пера птицы. Его можно использовать для улова карася, либо краснопёрки.
Формы для изготовления поплавков с полистирола
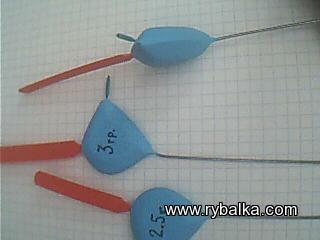
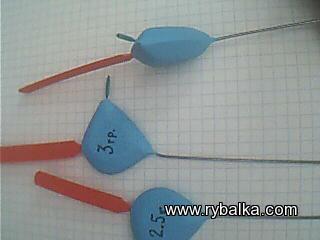
Вот уже год я наблюдаю за развитием темы ловли на течении на плоские поплавки ,но к сожалению в магазины нашего региона их не завозят да и скажем опыта ловли на них нет.На основании этого была предпринята попытка изготовления поплавков из имеющихся подручных материалов. Сходу надо определится, что данные поплавки изготовленные мною, продаже не подлежат и изготовлены только для личного пользования. Изготовленные поплавки испытаний на воде еще не прошли, поэтому какие положительные и отрицательные стороны есть у этих поплавков покажет лето. Было изготовлено 3 вида поплавков грузоподъёмностью от 1.5 грамма до 10 грамм с отгрузкой по нижнюю точку антенны.
Для изготовления поплавков был использован очень плотный пенопласт белого цвета, мелкозернистый, каких то характеристик по этому материалу представить не могу (кусок пенопласта мне давно подарили с аэродрома там он был в виде блоков которые применяли как подставки при ремонтных работах топливных баков –по крайней мере мне так сказали). Для резки пенопласта было изготовлено нехитрое приспособление из трансформатора 220 на 12 вольт мощностью 250 вт, куска нихромовой проволоки из спирали для электроплитки открытого типа и старого большого привода двд от какого то импортного муз.центра. Для этого на корпусе с площадкой установки диска было поставлено две стойки с отверствиями диам.2мм на высоте 20мм от верха площадки установки диска, далее к одной стойке через отверствие наглухо закреплен один конец нихромового провода ,а провод протянут через отверствие второй стойки, установлена пружина и провод закреплен зажимом за пружиной. Таким образом у нас нить нихрома получилась постоянно натянута пружиной. На столик мы ложим ровный деревянный брусочек толщиной 18 мм на котором будет лежать наш кусок пенопласта для резки. Далее мы подключаем обмотку 12 вольт понижающего трансформатора к нихромовой нити и ложим заготовку на столик приспособления , после чего включаем трансформатор и плавно ведя столиком в направлении нити держа рукой заготовку срезаем ровно низ пластины (рез получается идеально ровным ,правда не надо спешить при подаче). Потом мы устанавливаем другой деревянный брусочек скажем 10 мм ,ложим сверху пенопласт обрезанной стороной до низу и снова включив тр-р проводим обрезку заготовки ,таким образом в результате резки получаем идеально обрезанный пенопласт с двух сторон под шлифовку толщиной 10 мм. Если оперировать разными толщинами деревянных брусков то можно получать пенопластовые пластины заданной толщины. Не обязательно искать привод двд ,все это можно смонтировать на куске доски но при этом необходимо обеспечить хорошее скольжение без рывков заготовки по доске ,нужно хотя бы по минимуму подложить металлическую пластину и помните что нить нагрета до красна и вы можете получить ожог поэтому будьте осторожны. Теперь как отрегулировать температуру нити накала –к одному концу нити где ваш зажим, присоедините сантиметров 10 нихромовой спирали ,она у вас будет выполнять функцию реостата, и поочередно уменьшая длину спирали добейтесь устойчивой и чистой резки пенопласта (не следует сходу подключать вашу нить без спирали она попросту сразу сгорит) .И вообще сначала потренируйтесь на отходах пенопласта. Можно конечно сделать поплавки из бальсы но у нас ее в продаже просто нет.
Далее фото (извините за качество ,но цифровика нет)-приспособление для резки- в начале резки и в конце



Пенопласт до обработки и после



Теперь приступаем к изготовлению заготовки поплавков. Здесь мы рассмотрим три вида поплавков разной грузоподъёмности .
1.поплавок – диск . Никаких проблем по изготовлению данного поплавка нет ,это самый простой тип. Берете пластину пенопласта толщиной от 5 до 10 мм и циркулем очерчиваете круг диаметром от 35мм до 40 мм (можно и больше) в зависимости от предполагаемой грузоподъёмности. Далее вырезаете резаком диск и наждачной бумагой нр. 60 для данного типа пенопласта зачищаете торец круга , далее разделяете торец диска маркером на две части по всей длине окружности , снова циркулем очерчиваете круг с каждой стороны на 5 – 10 мм меньше диаметра вашей заготовки, после чего проводите разметку под гнезда-антены,нижнего и верхнего килей. Для гнезд антенн использована пвх трубка наружным диаметром 3мм,для килей исходя из имеющейся стальной нерж.проволоки диам.1.0мм и менее до 0.6мм при достаточной прочности на изгиб (я к сожалению нашел только 1.2мм). Далее осторожно прокалываете места отверствий для сверлений тонким шилом на глубину 10-15мм и сверлите отверствия под гнезда в данном случае –антенна 3мм,кили 1.8мм
Отрезаете кусочки трубки для антенны и килей длиной 10 – 15мм для использования в качестве гнезд. Вклеевание гнезд под антенну и кили делаю клеем TITAN для чего беру 20мм медицинский шприц с обрезанной 1.5 мм иглой (длиной 15мм) от системы и наливаю в него клей до половины шприца и вставляю поршень. При этом клей не сохнет, удобно клеить мелкие детали. Для установки гнезда беру соответствующую диаметру трубку вставляю антенну или киль и промазываю трубку клеем ,при этом шприцом посредством иглы подаем клей в отверствие. Далее вставляем трубочку в тело будущего поплавка и провернув трубочку несколько раз в отверствии вынимаем ( придерживая трубочку ) антенну или киль из трубочки. Теперь оставляем на сутки для качественного приклеивания трубочек. Далее лезвием обрезаем выступающие концы трубочек до тела поплавка и приступаем к формированию геометрии корпуса поплавка ,для чего резаком аккуратно под углом, по длине окружности с двух сторон обрезаем пенопласт согласно нанесенных нами вторых окружностей. В местах вклеивания трубочек делаем плавные переходы обрезая минимум пенопласта ,эту работу необходимо делать не спеша и очень тщательно, чтобы ваш будущий диск был правильно сформирован и не валился бы потом на одну из сторон. После обрезки берете наждачную бумагу (НР. 60,100,200) и обрабатываете места среза до получения плавных переходов , после чего зашлифовываем тонкой шкуркой и моем поплавок от пыли . Далее вставляем в отверствия бамбуковые зубочистки и лакируем поплавок. Я применяю водорастворимый бесцветный латексный лак для первого слоя ,потом водорастворимая акриловая краска для второго слоя (после сушки на этом этапе ставим антенну и кили и добавляя грузы определяют грузопод.), далее маркировка цифры отгрузки акриловой краской посредством медицинского шприца с обычной обрезанной иглой и наконец последний слой опять бесцветный водорастворимый латексный лак. Время сушки между слоями не менее 6 часов. После чего вынимаем заглушки и ставим антенну и кили с силиконовыми трубочками.


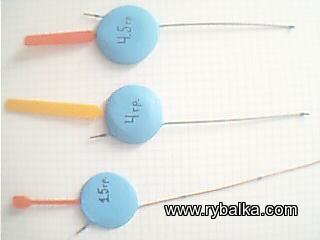
Что получилось -1.5грм. (диам.35мм,толщ.4мм) ,4.0грм. (диам.35мм толщ.8мм) ,4.5грм. (диам.38мм толщ.7мм). В поплавках применяются 4 типа антенн их конструкция будет рассмотрена в конце.
Далее изготовление поплавков с вогнутой внутрь сферой и выпуклые с двух сторон наружу особой формы.
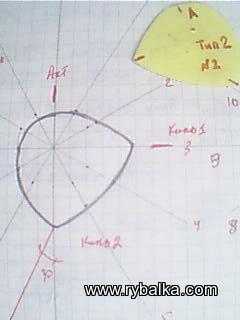
Для изготовления поплавков с вогнутой внутрь сферой назовем их тип 1 , нам надо изготовить шаблоны.
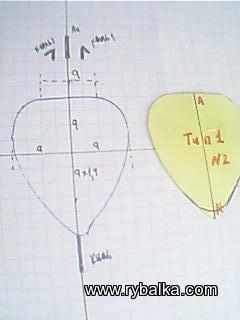

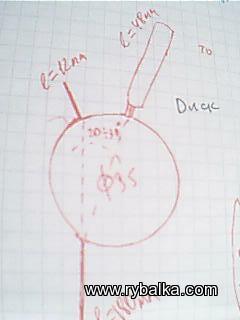
При изготовлении шаблонов для упрощения разметки я исходил из некоторого значения величины ( а) задаваемой чисто условно. Скажем если я принял значение а=15 мм то максимальная ширина поплавка составит 30 мм, высота 15 мм, ширина верхней полки 15мм,длина поплавка 15+15х1.4=36мм. Плавными переходами очерчиваем контур и изготавливаем шаблон из плотного материала (в данном случае из миллиметрового пластика)по этому образцу. Итак мы изготовили шаблоны поплавков назовем его тип 1 номер 1 и номер 2.

Проведем условную ось на шаблоне поплавка и обозначим вверху в широкой части буквой А (антенна) и внизу буквой К (киль). Далее из пенопласта вырезаем пластины толщиной 8-12мм (можно и больше если вы предполагаете изготовить поплавок грузоподъёмностью более 10грамм) и положив шаблон на пластину очерчиваем маркером контуры будущего поплавка ,после чего резаком вырезаем заготовку. Заготовку зачищаем наждачной бумагой с торца и проводим разметку оси по периметру торца заготовки (условно делим заготовку с торца на две части). Теперь на торцевой осевой линии внизу наносим метку для гнезда будущего киля ,а вверху метку для гнезда антенны и два гнезда для установки правого или левого килей на расстоянии 5-7 мм от центра антенны ,в зависимости от величины поплавка. Теперь по методике описанной выше производим изготовление, вклейку и обрезку гнезд. Предполагается что после испытаний поплавков ,подбора килей и антенн ,кили и антенны будут вклеиваться в гнезда на постоянно и не будут сниматься, поэтому пусть вас не смущает что они у вас проворачиваются в гнездах. Хотя вы если хотите можете и сразу их вклеить в гнезда. После установки гнезд поплавка приступаем к обработке поверхностей, для данного типа поплавка это очень утомительное занятие. Рисуем на обеих сторонах такой же контур только уменьшенный на 5-7мм от краев поплавка и начинаем делать углубление начиная с краев второго условного контура к середине поплавка. Для выемки пенопласта я использую половинку лезвия согнутую буквой U и вставленную в деревянную палочку, этим нехитрым устройством потихоньку не спеша вынимаю кусочки пенопласта под равномерную внутреннюю сферу на глубину от 2мм до 4мм в зависимости от типоразмера поплавка. Теперь берем полоску наждачной бумаги шириной 10-15мм нр.100-150 и круговыми движениями выравниваем срезы пенопласта до более менее симметрии выемки ,при этом контролируем размеры каждой половинки .
Долго на одном месте тереть нельзя так как шкурка и пенопласт нагреваются и пенопласт начинает плавится и еще используйте качественную шкурку в которой хорошо вклеены зерна абразива иначе вылетающие зерна глубоко поцарапают вашу заготовку. Далее переворачиваем на другую сторону и резаком под углом равномерно обрезаем пенопласт от условной линии второго контура до края ,после чего шкурками обрабатываем весь поплавок до получения плавных симметричных сопряженных переходов, в местах вклейки гнезд срезку и обработку ведем по минимуму. Далее процессы грунтовки, калибровки и окраски которые приведены выше – они аналогичны. Вот что получилось.








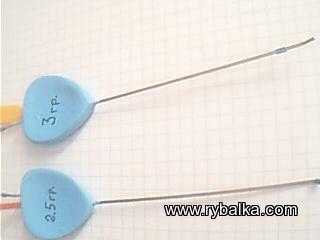


Далее что у нас получилось – диаметр всех килей 1.2мм (сталь нержавейка)
1.Шаблон нр.1- грузоподъёмностью 2.5гр. собственный вес 2гр. толщина 7мм, глубина выемки 2.5мм, длина киля 85мм, длина 36мм, ширина 30мм.
2.Шаблон нр.1- грузоподъёмностью 3 гр. собственный вес 3гр. толщина 7мм, глубина выемки 2.0мм, длина киля 85мм, длина 38мм, ширина 30мм.
3. Шаблон нр.1- грузоподъёмностью 6.5 гр. собственный вес 3гр. толщина 12мм, глубина выемки 4.0мм, длина киля 85мм, длина 38мм, ширина 31мм.
4. Шаблон нр.2- грузоподъёмностью 10 гр. собственный вес 4гр. толщина 11 мм, глубина выемки 3.0мм, длина киля 85мм, длина 48мм, ширина 38мм.
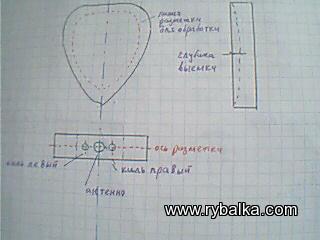
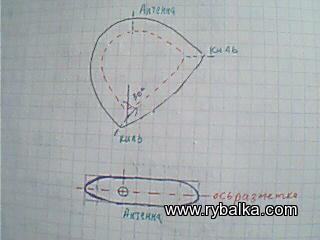
Теперь приступим к рассмотрению особенностей поплавка назовем его тип 2, изготовление которого проще предыдущего, многие операции уже описаны выше. Это шаблоны данного типа поплавка.


Здесь приводится соотношение размеров, для изготовления своего шаблона исходя из принятого условного значения а, для этого производим разбивку круга на 12 секторов по 30градусов и пронумеруем их по часовой стрелке, центр круга примем за 0. 0 -1 =1.1а 0 -2 =1.3а 0 -3 = 2а 0 -4 =1.76а 0 -5 =1.7а 0 -7 =1.43а 0 -8 =1.11а 0 -9 а 0 – 10 = 0.9а 0 – 11 = 0.9а 0 – 12 =0.9а
Далее методика изготовления ничем не отличается от ранее описанной.
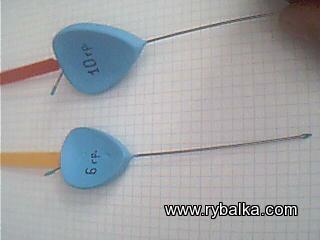
Теперь посмотрим, что получилось после изготовления.













Теперь приводим данные этих поплавков тип 2 для сопоставления размеров и грузоподъёмности.
Далее что у нас получилось – диаметр всех килей 1.2мм (сталь нержавейка), длина килей 90мм
1.Шаблон нр.1- грузоподъёмностью 2.5гр. собственный вес 2гр. толщина 8 мм
2.Шаблон нр.1- грузоподъёмностью 3 гр. собственный вес 3гр. толщина 8.5 мм
3.Шаблон нр.1- грузоподъёмностью 5.5гр. собственный вес 3гр. толщина 14 мм
4.Шаблон нр.2- грузоподъёмностью 4 гр. собственный вес 3гр. толщина 8 мм
5.Шаблон нр.3- грузоподъёмностью 9 гр. собственный вес 4гр. толщина 10 мм
6.Шаблон нр.3- грузоподъёмностью 10 гр. собственный вес 4гр. толщина 11 мм
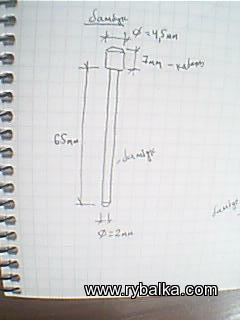
Теперь приступим к изготовлению антенн для поплавков, здесь следует отметить, что все антенны взаимозаменяемы, поскольку в поплавках разных конструкций применялись посадочные гнезда под антенны одного размера.

Эти антенны изготовлены из отходов окрашенного пвх длина=55мм, ширина=7мм, толщина 0.9-1.4мм, собственный вес антенны 0.35-0.45 грамма, грузоподъёмность 0 грамм.


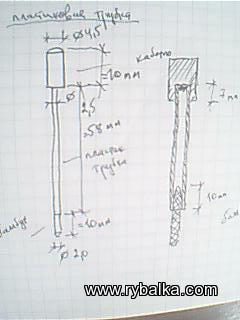
Материал середина китайского телевизионного кабеля белого цвета со стальной обмедненной жилой (представляет из себя мелко зернистый пеносинтетический легкий материал похожий на пенопласт, но очень прочный). Этот кусочек кабеля без наружной оболочки и вытянутой медной жилой оплавлен с одной стороны а с другой стороны в нем просверлено отв. диаметром 2мм и вклеен кусочек бамбука (можно применять зубочистки) Все антенны перечисленные здесь окрашены материалами для поплавков. Вес антенны составил 0.25 грамма, а грузоподъёмность 1.2грамма. Стоить подумать о применении данного материала для изготовления тонких поплавков небольшой грузоподъёмности.

Следующая антенна изготовлена из бамбука с кусочком кабеля наверху-вес антенны 0.35грамма, грузоподъёмность 0.3грамма

Данная антенна изготовлена из пластиковой трубочки с оплавленным концом, один из которых вклеен в кусочек кабеля тоже оплавленного наверху. В другой конец трубочки вклеен бамбук. Вес антенны 0.33грамма, грузоподъёмность 0.5 грамма. Такое разнообразие антенн с разными параметрами изготовлено для более полного испытания поплавков.
Хотел изготовить еще три типа поплавков, но к сожалению закончился плотный пенопласт и будет не скоро.
Продолжение будет не скоро, а отчет по испытаниям в июле месяце.
Пенопласт до обработки и после
Пресс-форма для пенопласта
Процесс производства пресс-форм – дорогостоящее и трудоемкое занятие, которое включает проектирование и само изготовление пресс-форм.
В процессе изготовления пресс-форм применяется инструментальная сталь в зависимости от того из какого материала изготавливается заготовка и от требований, предъявляемых к конструкции. Кроме того может использоваться немецкая сталь, дающая возможность производить формы для литья с высокой стойкостью и по низкой цене.
Процесс производства включает несколько этапов и в зависимости от сложности занимается от 2 до 12 недель.
Этапы производства:
1) Анализ технического задания
Заказчик передает техническое задание на пресс-форму. Техническое задание должно содержать: необходимые условия для эксплуатации, материал, объем литья изделий и другие требования. Учитвая эти требования наши инженеры рассчитаеют оптимальные параметры формы.

2) Чертеж изделия
Заказчику необходимо предоставить чертеж изделия либо образец, который нужно отлить, Заказчик предоставляет чертеж изделия либо образец отливки, для которого нужно изготовить пресс-форму.

3) Создание 3D-модели и конструкторской документации
Во время этого этапа проектируется 3D-моделя изделия, наглядно показывающая внешний вид необходимого изделия, которое будет получено на выходе. Также наша компания разрабатывает для вас конструкторскую документацию.

4) Тестирование образца и пресс-формы
Заказчик получает образец изделий, полученного с помощью требуемой пресс-формы. Вы выдаете свои замечания и если это необходимо мы дорабатываем форму.

5) Изготовление нужного количества пресс-форм
Мы изготавливаем требуемое количество пресс-форм, которое указано в техническом задании.

Наши преимущества:
Собственное производство
В распоряжении собственное оборудование и штат из 5 инженеров
Высокая скорость выполнения заказов
Мы осуществляем полный технологический цикл включая создание мастер модели и отливок внутри своей компании.
Разумные цены
Мы не отдаем работу подрядчикам, а выполняем ее сами. За счет этого мы предлагаем конкурентные цены
Достойное качество продукции
Все наши инженеры прошли обучение и сертифицированы. Это гарантирует отсутствие брака в вашей продукции
Для определения стоимости и сроков производства пресс-форм направьте ваш запрос через форму или на почту:
В запрос нужно включить следующую информацию:
1. Фотография объекта
2. Размеры объекта (длина, ширина, высота в мм)
3. Любую необходимую дополнительную инфомарцию
































3) Создание 3D-модели и конструкторской документации
Зеркальный Карп на матч. 9кг
Повез друга на пруд за карпом, настроил матчевую снасть, чуток объяснил, хоть и сам знаком первый сезон с этой оснасткой, а тут такое) карпик на 9кг влетел) у меня один обрыв. Место рыбалки Чувашия. И да, криворукий с подсаком это я)

На все рыбалки на удочки и фидер я обязательно использую прикормку. По моему прошли те времена, когда на речку можно было прийти без прикормки и наловить целый садок рыбы. Я предпочитаю использовать прикормку фирмы Рыбачелла EXPERT Линь Карась. Хороший результат дает утренняя рыбалка на прикормленном с вечера месте. За ночь на прикормке для карася собирается много рыбы.
Формы для изготовления поплавков с полистирола
7,390.00 руб. 6,282.00 руб.
9,820.00 руб. 8,347.00 руб.
3,975.00 руб. 3,379.00 руб.

Поплавок для рыболовных сетей FD-20 (Упаковка 10шт)Материал – полиэтилен высокого давления (ПВД);20г..

Поплавок для рыболовных сетей FD-35 (Упаковка 10шт)Материал – полиэтилен высокого давления (ПВД);29г..

Поплавок для рыболовных сетей FD-100 (Упаковка 10шт)Материал – полиэтилен высокого давления (ПВД);10..

Поплавок для рыболовных сетей FD-350 (Упаковка 10шт)Материал – полиэтилен высокого давления (ПВД);35..

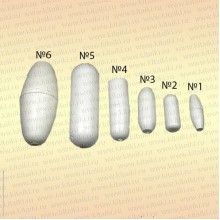
Поплавок для рыболовных сетей № 0Материал – полистирол (пенопласт);10гр-плавающая способность;35мм-д..
Поплавок для рыболовных сетей № 0Материал – полистирол (пенопласт);10гр-плавающая способность;30мм-д..

Поплавок для рыболовных сетей № 1Материал – полистирол (пенопласт);20-25гр-плавающая способность;65м..
Поплавок для рыболовных сетей № 1Материал – полистирол (пенопласт);20-25гр-плавающая способность;70м..

Поплавок для рыболовных сетей № 2Материал – полистирол (пенопласт);15-20гр-плавающая способность;45м..
Поплавок для рыболовных сетей № 2Материал – полистирол (пенопласт);15-20гр-плавающая способность;50м..

Поплавок для рыболовных сетей № 3Материал – полистирол (пенопласт);30-35гр-плавающая способность;70м..
Поплавок для рыболовных сетей № 3Материал – полистирол (пенопласт);30-35гр-плавающая способность;85м..

Поплавок для рыболовных сетей № 31Материал – полистирол (пенопласт);45гр-плавающая способность;60мм-..
Поплавок для рыболовных сетей № 31Материал – полистирол (пенопласт);45гр-плавающая способность;60мм-..

Поплавок для рыболовных сетей № 4Материал – полистирол (пенопласт);65-75гр-плавающая способность;75м..
Поплавок для рыболовных сетей № 4Материал – полистирол (пенопласт);65-75гр-плавающая способность;75м..

Поплавок для рыболовных сетей № 41Материал – полистирол (пенопласт);90-100гр-плавающая способность;5..
Поплавок для рыболовных сетей № 41Материал – полистирол (пенопласт);90-100гр-плавающая способность;5..

Поплавок для рыболовных сетей № 5Материал – полистирол (пенопласт);100-110гр-плавающая способность;8..
Поплавок для рыболовных сетей № 5Материал – полистирол (пенопласт);100-110гр-плавающая способность;8..

Поплавок для рыболовных сетей № 6Материал – полистирол (пенопласт);190-200гр-плавающая способность;9..
Поплавок для рыболовных сетей № 6Материал – полистирол (пенопласт);190-200гр-плавающая способность;9..

Поплавок для рыболовных сетей № 61Материал – полистирол (пенопласт);500гр-плавающая способность;155м..

Сетевые поплавки – практически незаменимая часть во многих рыболовных изделиях сетевого назначения.
Будь то поплавки сетей, цена которых варьируется в зависимости от материала или сетевые поплавки, купить которые можно для изготовления бредней и неводов.
Мы предлагаем Вам поплавки для рыболовных сетей из полистирола. В народе они называются – поплавки из пенопласта.
В магазине setepro широкий ассортимент, и Вы точно выберете нужный образец.
Есть и круглые поплавки для сетей от производителя, и другие различные формы.
Надо выписать поплавки на рыболовные сети – не проблема. Любой номер упакован в минимальной партии. Небольшое количество позволит не переплачивать и не покупать огромные и не всегда нужные количества поплавков.
Выписать и купить поплавки для сетей от производителя всегда можно наложенным платежом. Отправка возможна и по почте и курьером в Москве. Сетевые поплавки для рыболовных сетей оптом Вы также можете купить в нашем магазине.
Сетевые поплавки – практически незаменимая часть во многих рыболовных изделиях сетевого назначения.
Пресс-форма для пенопласта
Процесс производства пресс-форм – дорогостоящее и трудоемкое занятие, которое включает проектирование и само изготовление пресс-форм.
В процессе изготовления пресс-форм применяется инструментальная сталь в зависимости от того из какого материала изготавливается заготовка и от требований, предъявляемых к конструкции. Кроме того может использоваться немецкая сталь, дающая возможность производить формы для литья с высокой стойкостью и по низкой цене.
Процесс производства включает несколько этапов и в зависимости от сложности занимается от 2 до 12 недель.
Этапы производства:
1) Анализ технического задания
Заказчик передает техническое задание на пресс-форму. Техническое задание должно содержать: необходимые условия для эксплуатации, материал, объем литья изделий и другие требования. Учитвая эти требования наши инженеры рассчитаеют оптимальные параметры формы.
2) Чертеж изделия
Заказчику необходимо предоставить чертеж изделия либо образец, который нужно отлить, Заказчик предоставляет чертеж изделия либо образец отливки, для которого нужно изготовить пресс-форму.
3) Создание 3D-модели и конструкторской документации
Во время этого этапа проектируется 3D-моделя изделия, наглядно показывающая внешний вид необходимого изделия, которое будет получено на выходе. Также наша компания разрабатывает для вас конструкторскую документацию.
4) Тестирование образца и пресс-формы
Заказчик получает образец изделий, полученного с помощью требуемой пресс-формы. Вы выдаете свои замечания и если это необходимо мы дорабатываем форму.
5) Изготовление нужного количества пресс-форм
Мы изготавливаем требуемое количество пресс-форм, которое указано в техническом задании.
Наши преимущества:
Собственное производство
В распоряжении собственное оборудование и штат из 5 инженеров
Высокая скорость выполнения заказов
Мы осуществляем полный технологический цикл включая создание мастер модели и отливок внутри своей компании.
Разумные цены
Мы не отдаем работу подрядчикам, а выполняем ее сами. За счет этого мы предлагаем конкурентные цены
Достойное качество продукции
Все наши инженеры прошли обучение и сертифицированы. Это гарантирует отсутствие брака в вашей продукции
Для определения стоимости и сроков производства пресс-форм направьте ваш запрос через форму или на почту:
В запрос нужно включить следующую информацию:
1. Фотография объекта
2. Размеры объекта (длина, ширина, высота в мм)
3. Любую необходимую дополнительную инфомарцию
Заказчик передает техническое задание на пресс-форму. Техническое задание должно содержать: необходимые условия для эксплуатации, материал, объем литья изделий и другие требования. Учитвая эти требования наши инженеры рассчитаеют оптимальные параметры формы.
Материалы
Материалы Для производства лопастей ласт уже многие годы используются недорогие, но имеющие отличные показатели материалы: композитные технополимеры. У них низкий «модуль упругости», но они обеспечивают прекрасную отдачу, долговечность, хорошую эластичность и
Рекомендуемая литература и материалы Литература о тренировках Я потратил тысячи долларов на книги о здоровье, диете, питании, велосипеде, тренировках «морских котиков», беге, плавании и на любые издания о триатлоне. Несмотря на то что этих книг у меня сотни, я все время
Материалы, из которых можно сделать поплавок
Чтобы поплавок получился качественным, к выбору материала предъявляются следующие требования:
- он должен быть легок;
- должен поддаваться ручной обработке;
- должен сохранять форму.
Такими свойствами обладают следующие материалы:
- Древесина разных пород, обладающих малой плотностью. Лучше всех этому требованию отвечает бальзовое (бальз) дерево. У нас оно не растет, но можно приобрести его в магазинах по авиамоделизму. Именно из бальзы мастерят модели кораблей.
- Пенопласт и другие полимерные материалы.
- К самым доступным относятся перья: гусиные и грачиные. Можно использовать более декоративные – лебединые и павлиньи.
- Применяют для самодельных поплавков иглы дикобраза, пробковые материалы, сердцевину репейника и засушенный стебель камыша, тростника, рогоза (куга).
 Самым доступным материалом в изготовлении поплавка послужит перо. Главное − не повредить стержень, когда удаляется опахало. Небрежность пустит весь труд насмарку, если киль начнет пропускать воду.
Самым доступным материалом в изготовлении поплавка послужит перо. Главное − не повредить стержень, когда удаляется опахало. Небрежность пустит весь труд насмарку, если киль начнет пропускать воду.
- Cначала надо обрезать края оперения острым ножом или лезвием. Остатки выпалить при помощи зажигалки или свечи. После этого зачистить заготовку нулевой наждачной бумагой. Тонкий хвостик можно обрезать или загнуть в колечко, петлю.
- Можно приступать к покраске. Яркие цвета следует чередовать, чтобы они были видны в любую погоду. Краска должна быть водостойкой и служить не только ярким цветом маяку, но и защитным слоем для поплавка.
- После того как краска подсохнет, наносится лак. Это необходимый атрибут всех поплавков. Он служит не только защитой от внешних воздействий, но и придает большее скольжение, благодаря чему повышается чувствительность к малейшему движению.
- Осталось оснастить поплавок фиксаторами для лески. Тут понадобятся два резиновых колечка (ниппель): одно надевается на середину; второе – на тонкую часть киля. Теперь поплавок готов к погружению.
- он должен быть легок;
- должен поддаваться ручной обработке;
- должен сохранять форму.
Перьевые разновидности
 Они издавна служили связующим звеном между невидимым крючком и пристальным взглядом рыбака. Стандартной птицей-донором является гусь. Из его покрова выходят отменные длинные сигнализаторы.
Они издавна служили связующим звеном между невидимым крючком и пристальным взглядом рыбака. Стандартной птицей-донором является гусь. Из его покрова выходят отменные длинные сигнализаторы.
Обработка стержня начинается с удаления волос. Ее нужно делать максимально аккуратно: сначала с помощью ножниц, чтобы не задеть защитную пленку, потом наждачной бумагой или мягким пламенем.
Далее нижняя часть заготовки разрезается наискосок, а в образовавшийся язычок вставляется карабин или колечко. Такая петля с креплением для лески привязывается к основе тонкой шелковой нитью. Для большей прочности места соединения обмазываются клеем и красятся в белый или черный цвет. В случае необходимости фиксации поплавка на его верхнюю часть одевается кембрик или другой резиновый материал. Такая модель предпочтительней в безветренную погоду и с забросом на малые расстояния.
Применение различных материалов
Поплавок можно изготовить из следующих материалов:
- пробка;
- пенопласт;
- гусиное перо;
- древесная кора;
- тростник.
Рассмотрим процесс изготовления из каждого подробнее.
Из инструментов и дополнительных материалов будут нужны:
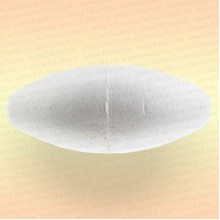
Плоский поплавок для течения
Предназначен исключительно для ловли на сильной струе. Благодаря специфической форме «тела» оказывает слабое сопротивление потоку, вследствие чего меньше сноситься.
Такие поплавки полностью управляемы на течении, а при грамотной проводке могут даже оставаться на одном месте, позволяя «зависнуть» крючку с насадкой над прикормочным пятном.

Но и такой, казалось бы, непростой поплавок, можно изготовить самостоятельно, существенно снизив свои траты на оснастку. Как это сделать, описано ниже.
Определение с материалом для изготовления поплавка
Самодельные поплавки высокого качества изготавливают своими руками из материалов, обладающих высокой плавучестью, способных удерживать нужное положение на воде даже в неблагоприятных условиях.
 Процесс рыбалки зависит от правильно смастеренного поплавка
Процесс рыбалки зависит от правильно смастеренного поплавка
Обычно поплавки мастерят из таких материалов, как:
- пробка (пробковое дерево), пробка от винной бутылки;
- дерево;
- пластиковые трубочки;
- пенопласт;
- птичье перо;
- тростник.
Широкий выбор материалов связан еще с различным их предназначением – на удочку, сеть или другие рыболовные приспособления. Обеспечивают лучшую видимость специальные антенны для поплавков, изготавливаемые своими руками из пластиковых полых стержней либо бамбуковых палочек, не впитывающих воду и обладающих довольно высокой плавучестью. Самым доступным материалом на антенну является кулинарный аксессуар – шашлычные палочки, подвергаемые специальной обработке.
Поплавок своими руками, самодельный поплавок
Автор: Олег Николаевич
Летом подарили кусок твёрдого пенопласта от старого спасательного жилета. Ну а так как летом теряю до десятка поплавков, то решил попробовать сделать их сам. Зимой на рыбалку не хожу, время много.

Пилим его на части. Размер выбираем на своё усмотрение, но так как меня устраивают небольшие, то распиливаю этот кусок на 4 части.

На рынке купил бамбуковых шпажек для шашлыков, они стоят копейки, и подобрал сверло такого диаметра, чтобы шпажка вплотную входила в отверстие, которое мы сверлим в заготовке.

Теперь придаём примерную форму поплавка канцелярским ножом.

Вставляем шпажки в заготовки.

Капаем каплю китайского супер-клея между шпажкой и пенопластом. Это делается для того, чтобы когда будем обтачивать пенопласт, он не прокручивался.

Сохнет клей моментом, и минут через 5-10 можно уже обтачивать. Здесь мне пришлось на помощь звать жену, чтобы держала дрель и регулировала обороты. Есть простой выход из такого положения: зажать дрель в тисочки, а обороты регулировать педалью регулировки оборотов от швейной машинки. Но для этого нужна дрель без электронной регулировки оборотов, а иначе не получается, дрель сразу берёт больше половины оборотов. Можно также приспособить регулятор освещения для люстры.
Далее крепим в дрель наш поплавок так, чтобы не помять шпажку. Чуть-чуть рукой поджать и всё – она будет держаться.
Да, забыл написать, что шпажки выбираем как можно ровнее! Но они всё равно будут бить, поэтому нужно левой рукой слегка придерживать за антенку.
Так как мы первоначальную обработку делали ножом, то поплавок будет колбасить. Для избежания этого нужно взять что-нибудь жёсткое и наложить на него наждачную бумагу. Мне под руку попался плоский напильник, вот я его и взял. Нижний конец напильника нужно упереть в стол или, как у меня, в разделочную доску. Дрель раскрутить до средних оборотов и плавненько подводить напильник с наждачкой к поплавку. Начинаем с крупной наждачки, убираем все биения и постепенно придаём форму будущего поплавка.

Когда биения убрались, то можно напильник убрать, а дальше работать за счёт жёсткости наждачной бумаги, переходя на более мелкую.

Далее обрабатываем меленькой наждачкой саму антенку.

Вот что бывает когда торопишься. Чуть сильнее прижал напильник – и киль сломался!

Перед завершением обработки меняем направление вращения дрели и слегка подшкуриваем уже совсем мелкой наждачкой. Это делается для того, чтобы ворсинки пенопласта, которые зализались по ходу вращения дрели, сточились и поры открылись.
Теперь разводим клей ПВА до состояния молока и кисточкой промазываем пенопласт. Сушим. Теперь наш поплавок стал как ёжик! Это все ворсинки поднялись и затвердели от клея. Зажимаем опять поплавок в дрель и шкуркой, желательно новой нулёвкой, эти ворсинки убираем.
Затем насыпаем в тарелку немного детской присыпки и наливаем в баночку обычной эмульсионки. Разбавляем её водой до состояния сливок. Эмульсионка должна быть самой простой, которую не желательно мыть и протирать.

Теперь присыпку втираем в пенопласт.

Окунаем в эмульсионку.

Немного посыпаем ещё присыпкой.

Начинаем эту кашицу втирать. Ну, тут главное не переборщить с присыпкой, а то всё быстро будет густеть и плохо мазаться. Вот здесь нужно смотреть как кашица ложится на пенопласт. Желательно с первого раза добиться меньшего количества открытых пор.

Выровнять кашицу равномерно по поплавку, выждать когда кашица начнёт держать поры закрытыми (это примерно секунд 30-40), и опять окунуть поплавок в эмульсионку. Сразу скажу, на будущее: в банке не должно быть пузырьков воздуха (пенки), так как они будут прилипать к поплавку. Поплавок нужно поднимать медленно! Чтобы, за счёт поверхностного натяжения, лишняя эмульсия, а потом далее и лак, стекали в банку сразу, а не образовывали потёков при сушке.

Далее опять сушим. Могут снова появиться ворсинки от пенопласта, удаляем их как и в прошлый раз. Опять опускаем и вытаскиваем поплавок в эмульсионку и смотрим, сколько осталось незапечатанных пор. Если они есть, а они будут 100%, то втираем присыпку и всё повторяем. И так раза три, пока не добьётесь того, что при подъёме поплавка из эмульсионки на нём не было ни одной открытой поры.
Всё это каждый раз сушится до полного высыхания. После сушки поверхность должна быть гладкой, без пор и неровностей. А вот теперь берём эмульсионку водостойкую и супер-белую. Разводим водой так же как сливки, и уже без всякой присыпки просто окунаем и медленно вытаскиваем наш поплавок. Сушим. Опять окунаем и опять сушим. После высыхания кисточкой красим этой супер-белой краской антенку.

Ну вот, осталось поплавки наши покрасить. Да, забыл написать, что сушу поплавки с помощью прищепок для белья. Подвешиваю то за киль, то за антенку. Красителей сейчас разных много, нужны акриловые, которые разбавляются водой.

Про окраску поплавков можно говорить долго и много. Не возникает вопросов с поплавками, которые не боятся нитрокрасок, а это в основном из древесины. Там всё просто – ошкурил тщательно меленькой наждачкой, окунул сразу в нитролак (он перекроит и заполнит все неровности и поры), а потом раскрашивай любыми красителями. Лучше всего использовать автомобильные эмали, нитрокраски, а ещё продаются в магазинах для любителей собирать различные модели очень яркие нитрокраски в маленьких флакончиках. Но это всё требует затрат, да и не станешь покупать несколько разноцветных банок дорогих автомобильных эмалей, чтобы использовать из каждой банки по несколько грамм. Тут главное выточить из древесины само тело поплавка, что с помощью дрели довольно проблематично.
Ну это всё рассуждения, а мы будем исходить из того, что имеем в наличии. Вот теперь наш поплавок (пенопласт) тоже защищён и его можно красить нитрокрасками. Но буду рассказывать как я делал и о своих ошибках, которые проявились через некоторое время.
Берём баночку и в неё наливаем супер-белую водостойкую эмаль (была выше на фото) и добавляем краситель до нужного нам оттенка. Не забываем всё разбавлять водой. Этим составом будем красить низ поплавка.
Здесь играет роль сам цвет. Если рыбачишь на глубине, то можно не заморачиваться и красить в любой красивый. Но если на мелководье, то желательно подобрать цвет какой-нибудь коряги, упавшего в воду листочка и т.п. Сами знаете, что крупная рыба очень осторожна и к ярким предметам близко подходить остерегается.
Погружаем поплавок в нашу краску и медленно поднимаем. Краска должна равномерно и легко стекать. Я поднимаю около 10-15-ти секунд, чтобы лишняя стекла сразу и не было потом подтёков.

Конечно сушим. Достаточно окунуть один раз.
Далее делаем в другой баночке следующий цвет. Его нужно совсем немного, а наносить можно прямо кисточкой, но на 2 раза. Кисточка должна быть очень мягкой, потому что ей же потом будем наносить лак. Я купил таких несколько штук, они примерно по 17 рублей. Не забываем кисточку сразу хорошо промыть. Да, в жёлтый краситель я просто добавил немного клея ПВА, потому что, если добавлять краситель в эмаль, то цвет становится бледным.

С киля поплавка ножом счищаем до самой шпажки все наши ранее нанесённые слои шпаклёвки и краски. Долго думал, чем дальше красить. Попробовал разводить всякие цвета и при медленном вращении дрели самой тоненькой кисточкой рисовать кольца, но, так как шпажки всё же кривые и немного бьют, то кисточкой получалась ширина линий разная и я решил дальше раскрашивать маркерами. Дрель работает на маленьких оборотах, подносим маркер, колечко готово. Сначала рисуем светлые, а потом тёмные тона. Ждём пока маркер высохнет.

Ну а теперь наступает ответственный момент. Будем покрывать наш поплавок бесцветным нитролаком по дереву. Дело в том, что лак растворяет маркер! Поэтому делаем так: на самых почти медленных оборотах включаем дрель, макаем кисточку в лак и буквально только прикасаемся к нашей раскраске. Одним движением, на одну секунду, покрываем тонким слоем лака синие кольца и рядом находящиеся чёрные. Прямо в банке с лаком промываем кисточку от остатков маркера, которые запачкали щетину. Опять макаем в лак и таким же быстрым движением покрываем низ поплавка, а потом и чёрные кольца на антенке. Сушим очень хорошо. И так делаем 2 раза. На третий раз можно уже и само тело поплавка кисточкой покрыть, но нужно, чтобы на кисточке не было слишком мало лака. Чуть провёл, макнул, потом опять. На третий раз можно и антенку всю, почти до самого кончика пройти. Лишь бы можно было потом взять поплавок и не запачкать руки. Самый кончик покрасим потом кисточкой в последнюю очередь.


Ну а теперь можно нанести два завершающих слоя лака погружением. Только, конечно, после каждого слоя сушил часов 12, а после второго слоя – пару суток. Опускаем поплавок в банку с лаком так, чтобы лак покрыл первое чёрное колечко, и плавно поднимаем – 10-15 секунд. В таком же вертикальном положении подвешиваем сушить.

Антенку потом покрываем лаком кисточкой. Вот собственно и всё!
Это касается тех, кто крепит поплавок на ниппель от велосипеда. Но, так как я пользуюсь скользящими поплавками, то продолжаем дальше.
Покупаем в магазине нихромовую спираль на 2 КВт и разматываем её на катушку от старой лески. Отрезаем осторожно кончик киля и счищаем лак до самой шпажки.

Далее ищем что-то типа оправки для намотки спирали из купленного нихрома. Она должна быть буквально на чуть-чуть тоньше киля поплавка. Зажимаем оправку в дрель, закрепляем начало проволоки и накручиваем на оправку спираль. Затем отгибаем пару витков нашей спирали ножом, в получившееся колечко вставляем кончик круглогубцев и делаем загиб колечка так, чтобы начало проволоки оказалось почти спрятанным под основную спираль. На фото хорошо видно. Это для того, чтобы леска или карабинчик не цеплялись за начало витка. Можно конечно подобрать и готовую пружинку от сальников для машин, они прочнее, но это нужно крутиться возле автосервиса и рыться в хламе.

Далее накручиваем с небольшим усилием наш наконечник на киль поплавка и капаем на него каплю супер-клея. Ждём пока высохнет.

Осталось закрасить и покрыть лаком. Вот и вся технология. Получилось может немного муторно, но думаю, что всё понятно.

Ну а теперь о том, что не нужно было делать.
Оказывается лак обесцвечивает маркер! После двух месяцев после изготовления поплавков, синий цвет стал совсем бледным, да и чёрный побледнел! Зато жёлтый, который разводил на клее ПВА, остался ярким, да и само тело поплавка не побледнело! Вывод напрашивается сам собой: нужно было разводить краску на клее ПВА или водостойкой эмали! Но тогда наносить бы пришлось кисточкой.
Напоминаю ещё раз, что испытания поплавков в полевых условиях ещё не проводились, а как они себя покажут, узнаем только весной. Если кому-то смог помочь, или было просто интересно, то буду рад.